
Hålplantryck - lång
Kort version
1 Definition
Vid åtdragning av ett skruvförband uppstår en klämkraft som kan orsaka ett så högt yttryck, så kallat hålplantryck, att godset plastiskt deformeras under skruvskallen och/eller under muttern, se fig. 1a. Detta kan påverka kraftutbytet vid åtdragningen så att den tilltänkta klämkraften inte uppnås, se fig 1b. Dessutom finns risk för fortsatt förlust i klämkraft på grund av fortlöpande sättning (Ref. 1-3). En bricka eller en flänsskruv (fig 1c) fördelar hålplantrycket över en större yta.
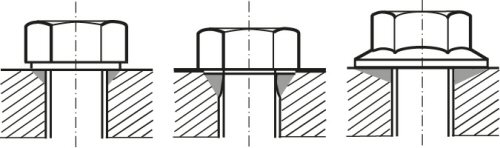
Figur 1. Hålplantryck under skruvskalle.
Hålplantrycket beräknas enligt:
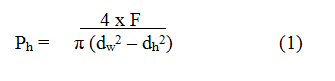
Där Ph är hålplantrycket i N/mm2, F är klämkraften i N, dw är tryckytans ytterdiameter och dh är tryckytans innerdiameter (=håldiametern) i millimeter.
2 Tillåtna hålplantryck
Uppgifter på maximala hålplantryck varierar mycket i litteraturen. Dessutom brukar det inte anges för vilken plastisk deformation de angivna trycken gäller.
Färgskikt kan allmänt inte accepteras i skruvförband pga stora klämkraftsförluster orsakade av sättning och krypning. Vissa pulver- och ED-färger tål dock mycket höga tryck (Ref. 4).
I nedanstående tabell anges ett urval av material och hålplantryck hämtat från VDI 2230 (Ref. 1).
Tabell 1. Max tillåtna hålplantryck enligt Ref. 1.
| Materialgrupp |
Material-beteckning |
Sträckgräns
Rp0,2min
N/mm2 |
Maximalt hålplan-tryck*
N/mm2 |
| Olegerat stål |
S235
S355, E355 |
230
335 |
280
430 |
| Låglegerat stål |
Ck 45
34 CrNiMo6
38MnSi-V5 5-BY
16 MnCr 5 |
500
1000
600
850 |
630
1080
810
900 |
| Sinterstål |
SINT-D30 |
370 |
450 |
| Austenitiskt rostfritt stål |
X5 CrNi18 12
X5 CrNiMo17 12 2
X5 CrNiTi 26 15 |
185
205
660 |
630
460
860 |
Gjutjärn
(gråjärn och Aducerjärn med motsv. hårdhet) |
GJL-250
GJL-260 Cr
|
-
-
|
700
750
|
Gjutjärn
(Segjärn och
CGI med motsv. hårdhet) |
GJS-400
GJS-500
GJS-600 |
250
320
370 |
300
450
600 |
Smidbara aluminium- legeringar
|
AlMgSi 1 F31
AlMgSi 1 F28
AlMg4, 5Mn F27 |
250
200
110
|
260
230
230
|
Gjutna
aluminium- legeringar |
GK-AlSi9Cu3
GD-AlSi9Cu3 |
110
140 |
220**
290** |
Magnesium-legeringar
|
GD-AZ 91(MgAl9Zn1)
GK-AZ 91-T4 |
150
120 |
180
210 |
* Med vissa reservationer, se VDI 2230
** Max värde, varierar kraftigt med typ av värmebehandling
3 Tumregler och åtgärder
- En vanlig åtgärd vid för högt hålplantryck är att välja flänsskruv eller bricka men då med rätt hårdhet och tjocklek.
- Se över geometriska fel som ojämn yta, oplanhet, vinkelfel, stans- och gjutskägg mm.
- Se upp med brickor, låsbleck och dylikt tillverkade i mjukt stål.
- Se upp med klena godsvårtor och komponenter med begränsad anliggningsyta, t ex distansrör.
Tänk på att stansade hål har större diameter på släppsidan och genom kantavrundning även på trycksidan.
- Svetsmuttrar kan ligga excentriskt och orsaka höga kanttryck, särskilt med ansatsskruvar som har begränsad ansatsdiameter.
- För stål är en enkel tumregel att en 8.8-sexkantskruv behöver ett underlag med hårdhet på 200 HB, en 10.9-skruv behöver 300 HB och en 12.9-skruv 380 HB för att inte med tiden förlora klämkraft.
4 Referenser
- VDI 2230 Part 1 Systematic calculation of high duty bolted joints, 2003, Distribuerad av SIS Förlag AB på licens av DIN
- Kubler, K.H. und Mages, W. : Handbuch der hochfesten Schrauben. 1. Auflage, Giradet Buchverlag 1986
- Handbok om Skruvförband, Colly Company regnr MSK TU 9501135A ISBN 91-630-3882-X
- Thermoset Polymers and Coatings Subjected to High Compressive Loads, Daniel Ståhlberg, Doktorsavhandling KTH, 2006, ISBN 91-7178-425-X
Uppdaterad 2016-11-08
|
