
Glidfriktion - Lång
Kort version
1 Inledning
Friktion är en mycket viktig parameter i ett skruvförband. Både vid och efter montering. Vid montering för att ge underlag till ett monteringsmoment och efter montering för att motverka glidning och uppglappning.
Den friktion som efter montering bidrar till förbandets skjuvhållfasthet kallas glidfriktion. Glidfriktionen (µglid) definieras som den andel av klämkraften som överförs i skjuvkraft, d v s som kvoten mellan skjuvkraft och total klämkraft, F/N, se Figur 1.
Med dagens ofta målade komponenter har denna kommit än mer i fokus. Faktum är att problem ibland uppstår som en följd av låg glidfriktion. Trots en relativt hög klämkraft blir skjuvhållfastheten låg på grund av en alltför låg glidfriktion.
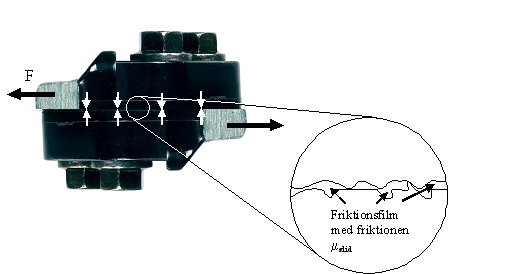
Figur 1. Chassiförband bestående av två pulverlackerade kutsar fogade med fyra M10 skruv. Friktionsfilmen bestående av lackerade kontaktpunkter ger glidfriktionen.
Skjuvhållfastheten (F) ges av den sammanlagda klämkraften (N) gånger glidfriktionen (µglid): F = µglid N.
| Statisk glidfriktion för olika kontaktytor |
Pulverlack på stål
|
ED-lack
på plåt
|
Aluminium (100HB, ca1.6Ra fri från olja och smuts)
|
Stål
(200HB,
ca 0.8Ra, fri från olja och smuts) |
Pulverlack
på stål |
0.04-0.05 |
|
|
|
ED-lack
på plåt |
0.12-0.14 |
0.12-0.14 |
|
|
Aluminium (100HB, ca1.6Ra,
fri från olja och smuts) |
0.08-0.11 |
|
0.19-0.22 |
|
Stål
(200HB,
ca 0.8Ra,
fri från olja och smuts) |
0.08-0.13 |
|
0.14-0.16 |
0.14-0.16
(-25 % om täckt med mineralolja)
| |
Tabell 1. Typiska friktionsvärden vid statisk glidfriktion i mellanytor.
2 Friktion eller mekanisk låsning
Trots en total klämkraft om ca 4 x 20 = 80 kN blir skjuvhållfastheten i förbandet ovan endast 4 kN. Detta beror på att pulverlack mot pulverlack ger en mycket låg glidfriktion (0.05).
Olika sätt att öka skjuvhållfastheten kan användas:
1. Mekanisk låsning t ex:
Nit
Ett nitförband som arbetar i par tillsammans med skruven, används mycket inom den tunga sidan.
Koniskt säte
Ett koniskt säte, d v s ett fästelement med koniskt skalle och/eller bricka. Används ofta i personvagns-chassin. Nackdelen är att förbandet blir relativt sättningskänsligt på grund av svårigheten att få hela den koniska ytan att ligga i kontakt.

Figur 2. Koniskt fästelement för chassi applikation.
Notera det bandliknande kontaktmärket på den koniska brickan. Visserligen ger konan en mycket hög initial skjuvhållfasthet men kan efter sättning i de koniska ytorna ge ett uppglappat förband.
2. Ökad klämkraft
- Ytterligare en skruv
- Sträckgränsmontering
Att öka skjuvhållfastheten med större skruv är oftast inte ett alternativ eftersom detta kräver en omkonstruktion av fogade delar. Däremot kan det vara möjligt att öka klämkraften genom en så kallad sträckgränsdragning.
3. Ökad glidfriktion
- Lättrad mellanyta.
- Keramisk film.
- Olackerad yta (kräver maskering).
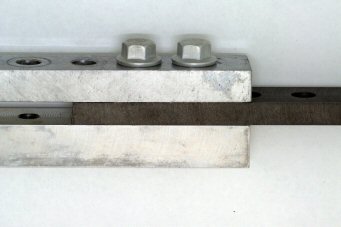
Genom att modifiera mellanytorna kan glidfriktionen ökas. Små ojämnheter i ytan, t ex en lättrad yta eller som i fallet med motorfäste i aluminium; en filbit ingjuten i det ena fästet, ger en högre glidfriktion. Ett annat sätt är att införa "grus i maskineriet". En keramisk film i form av en tunn plastfilm innehållande keramiska partiklar av viss storlek ger en högre glidfriktion.
Den vanligaste metoden är att i kritiska fall maskera mellanytorna så att dessa förblir utan lack eller annan ytbehandling som sänker glidfriktionen. Denna metod är emellertid dyr och alternative metoder behövs.
Friktionsvärden för olika mellanytor utprovade inom svensk fordonsindustri ges i Tabell 2.
| Kontaktytor |
Glidfriktion |
| Båda ytorna bestående av Stål med hårdhet 200HB och ytfinhet 0.8Ra samt fria från smuts och olja. |
Ca 0.15 |
| Gjutjärn (gråjärn) bearbetat till 3.2Ra fritt från smuts och olja mot Smitt stål bearbetat till 0.8Ra också fritt från smuts och olja. |
Ca 0.20 |
| Gjutjärn (gråjärn) bearbetat till 3.2Ra täckt med mineralolja mot Smitt stål bearbetat till 0.8Ra också täckt med mineralolja. |
Ca 0.15 |
| Stål med hårdhet 200HB och ytfinhet 0.8Ra fri från smuts och olja mot Aluminium av hårdhet 100HB och med ytfinhet 1.6Ra också fri från smuts och olja. |
Ca 0.15 |
| Båda ytorna bestående av Aluminium med en hårdhet av 100HB och en ytfinhet av 1.6Ra och fria från smuts och olja |
Ca 0.20 |
| Gråjärn med hårdhet 165HB bearbetat till 1.6Ra mot stål av hårdhet 230HB bearbetat till ca 1.2Ra, båda fria från smuts och olja. |
Ca 0.10 |
| Gråjärn med hårdhet 165HB bearbetat till 1.6Ra fri från smuts och olja mot Pulver lack. |
Ca 0.23 |
| ED lackerat stål med hårdhet 260HB mot komplettlackerat (ej pulverlack) stålplåt |
Ca 0.10 |
| ED lackerat stål med hårdhet 260HB mot Aluminium av hårdhet 100HB och ytfinhet 4Ra |
Ca 0.15 |
| Segjärn med ytfinhet 1.6Ra mot stål med ytfinhet 1.2Ra, båda fria från smuts och olja |
Ca 0.09 |
Tabell 2. Glidfriktionskoefficienter för olika mellanytor.
Även skruvens böjhållfasthet bidrar via skallfriktionens statiska friktion till förbandets skjuvhållfasthet även om denna oftast anses som en bonus. Normalt säger man att skruvens böjhållfasthet inte ska räknas med.
Förbandets totala skjuvhållfasthet bestäms också av antalet mellanytor. Om förbandet är ett så kallat dubbelskärförband blir skjuvhållfastheten dubbelt så hög för samma klämkraft, se Figur 3.
Figur 3. Glidfriktionskoefficienten kan vara densamma men skjuvhållfastheten blir ändå större om ett dubbelskärförband används. Detta beror på att båda glidytorna måste komma i rörelse innan komponenten glider.
Uppdaterad 2009-04-21
|
