
Monteringmetoder - lång
Kort
version
1 Monteringsmetoder
Åtdragningsprocessen har ett stort inflytande på kvaliteten på
skruvförbandet. Ett förband monterat för hand har annan prestanda än förband
monterade med olika typer av verktyg. Man kan se på olika sätt när det
gäller monteringsmetoder beroende på om det handlar om:
- Åtdragningsmetoder – dvs. hur önskad klämkraft levereras av skruven.
- Övervakningsmetoder – hur information från åtdragningen kan verifiera att
såväl verktyg som förbandsdelar är korrekta.
- Processtyrning – hur åtdragningen av en enskild skruv skall ske i
förhållande till t.ex. övriga skruvar i förbandet men också i förhållande till
t.ex. Line-styrningen.
När det gäller åtdragningsmetoder finns det i princip fyra olika indelningar
som baserar sig på moment eller momentvinkel:
- Momentdragning.
- Momentvinkeldragning i det elastiska området.
- Momentvinkeldragning in i det plastiska området.
- Gradientstyrning
Utöver de fyra ovannämnda åtdragningsmetoderna finns det tre stycken metoder
anpassade för särskilda applikationer:
- Mekanisk längdmätning.
- Hydraulisk åtdragning.
- Ultraljudsstyrd åtdragning.
2 Momentdragning
Åtdragningsmomentet definieras som den pålagda kraften gånger hävarmen, se
Figur 1. Momentet kan mätas antingen dynamiskt vid åtdragningen eller statiskt
efter åtdragningen. Specifikationer på åtdragningsmoment varierar markant för
olika krav på förbandet. Ett säkerhetsklassat förband i t ex hjulupphängningen i
en bil får inte haverera och har därför mer omfattande processövervakning.
Enklare förband där inget dramatiskt händer om de lossnar har kanske inget krav
på momentövervakning.
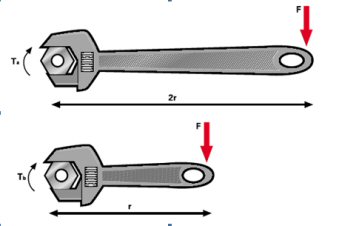
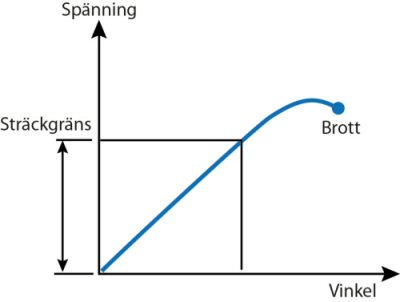
Figur
1. Åtdragningsmoment definieras som
kraften
gånger hävarmen.
Momentdragning är den klassiska åtdragningsmetoden där relationen mellan
klämkraft och moment styrs utöver de geometriska faktorerna av
friktionsförhållanden i gänga och under skruv/mutterskalle. Dessa är svåra att
kontrollera och begränsar den precision som kan uppnås i klämkraft till ±25 %
och under svåra förhållanden upp till ± 60 %. Samtidigt erbjuder metoden inget
skydd mot en avdragning av skruven och därmed blir utnyttjandet av skruvens
hållfasthet låg, vilket ofta inte blir bättre än 60 %.
En av de stora
fördelarna med denna teknik är enkelheten i implementering, där hela
åtdragningsspecifikationen kan hämtas direkt ur katalog och i princip behövs
inga förbandsundersökningar. Samtidigt är efterkontroll enkel att utföra och ger
god information.
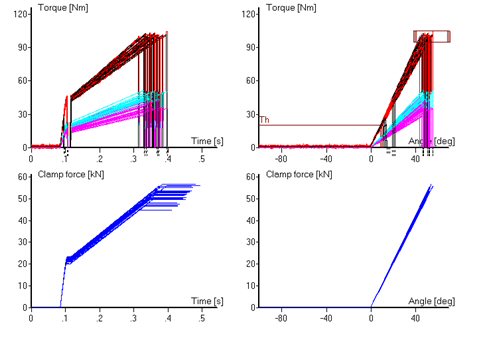
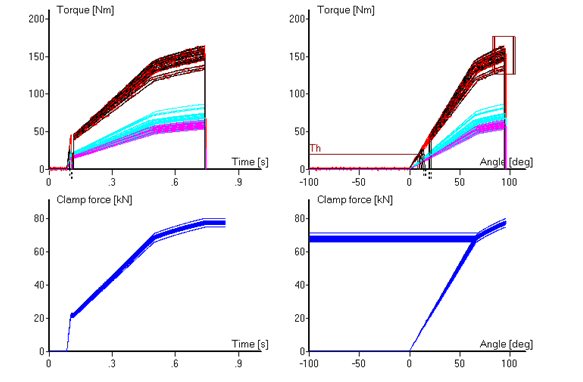
Figur 2. Moment och
klämkraftvariation vid momentstyrd åtdragning.
Notera övervakningsfönstret
uppe till höger.
3 Momentvinkeldragning
Momentvinkeldragning i det elastiska området utnyttjar att
friktionsförhållandena kan variera högst sannolikt samtidigt som
klämkrafttillväxten som funktion av åtdragningsvinkeln i allmänhet inte
förändrar sig nämnvärt, typiska värden är 5-10 %. Detta utnyttjas av metoden så
att från ett (lågt) åtdragningsmoment fortsätter åtdragningen till en specifik
vinkel.
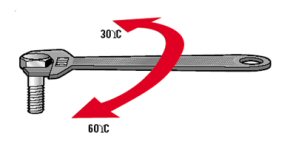
Figur
3. Vinkeldragning.
Resultat på klämförbandet kommer att resultera i en betydlig mindre
klämkraftvariation. Man bör också känna till att den plasticering som sker är
ganska liten. Därmed uppnås också ett högt utnyttjande av skruvens
hållfasthet.
På minussidan kan noteras att någon form av undersökning för att fastställa
tröskelmoment och åtdragningsvinkel är nödvändigt. Likaså ger efterkontroll av
vidaredragningsmomentet ringa information om klämkraften och efterlämnar ett
stort acceptansintervall.
Momentvinkeldragning in i det plastiska området har sin fördel i att
klämkraften blir maximal för den givna skruvdimensionen och kvaliteten.
Variationer bestäms till ungefär lika del av variationer i skruvens härdning och
variationer i gängfriktion. Utförandet är det samma som momentvinkeldragning i
det elastiska området, med viktiga skillnaden att vinkeln måste väljas
tillräckligt stort så att alla skruvar med säkerhet sträcks – annars blir
klämkraftvariationen avsevärd.
På minussidan kan noteras att plasticeringen kan bli så stor att
återanvändning av skruvarna begränsas. Den korrekta kontrollmetoden är att
konstatera att skruvarna faktiskt har en permanent deformation – vilket i
allmänhet kräver att skruvarna mäts före montering för att sedan lossas efter
monteringen för ommätning.
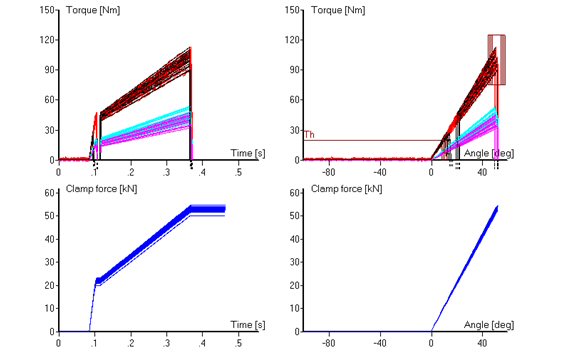
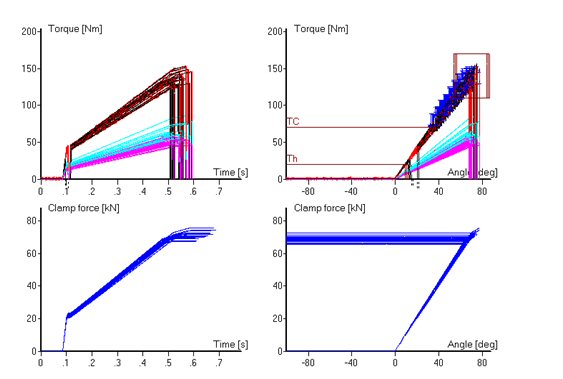
Figur 4. Momentvinkelstyrning i det elastiska
området.
Notera klämkraftvariationen och övervakningsfönstret.
Figur 5. Momentvinkelstyrning i det plastiska
området.
Notera klämkraftvariationen och övervakningsfönstret.
4 Gradientstyrd montering
Gradientstyrd montering utförs genom att derivatan för momentvinkelkurvan
beräknas under åtdragningen. När gradienten avtagit till ett visst värde eller
en viss bråkdel av tidigare maxvärde under åtdragningen tas detta som intäkt för
att sträckgränsen har nåtts. Metoden kommer därmed att generera samma fördelar
som momentvinkeldragning in i det plastiska området, men med en betydligt mindre
spridning i plasticering. Nackdelen är att metoden kräver komplicerad utrustning
och ofta också förbandsundersökning samt noggrann bestämning av styrparametrar
för att tekniken skall fungera tillfredsställande.
Figur 6. Gradientstyrd
montering.
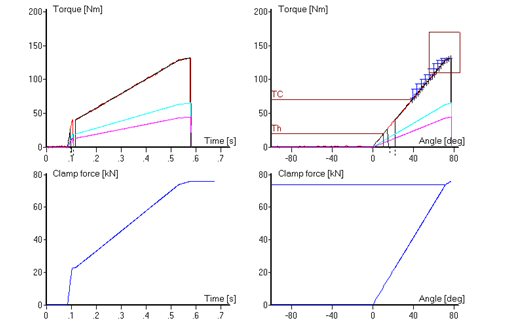
Figur 7. Gradientstyrd åtdragning, en
cykel. Deriveringen påbörjas
vid momentnivån TC.
Figur 8. Gradientsyrd åtdragning. Klämkraften
blir hög och klämkraftvariationen låg.
5 Specialmetoder
De absolut vanligaste monteringsvariablerna i serietillverkning är moment och
moment/vinkel. För laboratoriebruk och i speciella tillämpningar finns vissa
andra metoder som kan vara bra att känna till.
Mekanisk längdmätning.
Inuti skruven borras ett hål och i botten av hålet fästs en klen stång. När
skruven utvecklar klämkraft förlängs den, men inte stången. Dess läge i
förhållande till skruvskallen blir därmed ett mått på klämkraften. Detta kan
mätas relativt med tex en mekanisk vernierskala eller med
differentialtransformator.

Figur 9. Skruv för styrning via
mekanisk längdmätning.
Hydraulisk förspänningsmontering
Vid åtdragning av skruvar med stora dimensioner krävs höga moment. Det kan
lösas med hjälp av hydrauliska momentdragare. Ett problem som kvarstår är stora
krafter från reaktionsmoment. Genom att istället dra i skruven kommer man ifrån
detta problem. Denna teknik är vanlig för skruvar större än 20 mm i diameter.
Genom att dra i den del som sticker ut utanför muttern med en fördefinierad
kraft kan muttern roteras på med handkraft. När muttern är på plats avlastas den
hydrauliska draganordningen och muttern bär draglasten. Genom att mäta det
hydrauliska trycket kan klämkraften i skruven styras. När trycket tas bort
kommer en del av klämkraften att försvinna på grund av deformation i skruven och
klämda parter. Hydraulisk monteringsutrustning visas i Figur 10.
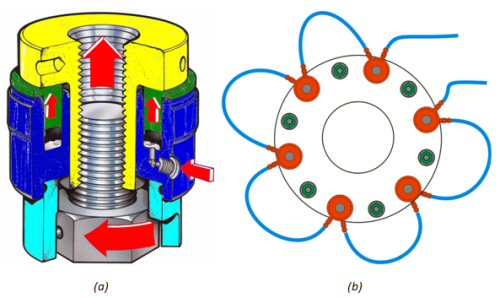
Figur 10. a) Hydraulisk
monteringsutrustning, b) Flera seriekopplade utrustningar.
Fördelen med denna metod är att skruven inte förvrids och därmed utnyttjas
fullt ut i dragbelastning. Verktygen är dyra och metoden långsam varför
hydraulisk förspänning lämpar sig för större skruvdimensioner där inga större
krav på produktivitet ställs. Exempel på applikationer återfinns på större
tryckkärl (Figur 11) och flänsar på pipelines i kraftindustrin och inom
offshore.

Figur 11. Stort tryckkärl för kärnkraftsindustrin.
Ultraljudstyrd montering
En mekanisk våg med hög frekvens (2-25 Mhz) alstras i skruvskallen och
fortplantar sig nedåt i skruven, reflekteras i skruvänden och detekteras vid
återkomsten till skruvskallen. När skruven utvecklar klämkraft förlängs den
geometriskt vilket ökar gångtiden. Dessutom sjunker ljudhastigheten med ökat
spänningstillstånd vilket ytterligare ökar gångtiden. Metoden har sedan länge
använts för laboratorieändamål och ger, rätt kalibrerad och använd, en mycket
hög mätnoggrannhet i klämkraft, ned mot +/- 3 %. Det har däremot visats
vara svårare att anpassa tekniken för användning i serieproduktion, främst pga
problem med att anordna en tillförlitlig och robust akustisk koppling mellan
sensor och skruv och signalöverföring från verktygets roterande till stationära
delar. Ett sätt att komma runt delar av detta är de tekniker där man permanent
applicerar en givare på skruvskallen. Även om produktions tekniken för dessa
givare drivs långt blir tilläggskostnaden i förhållande till kostnaden för
skruven inte oväsentlig. Detta har hittills begränsat användningen till
aerospace, vindkraft, kärnkraft och liknande produkter.
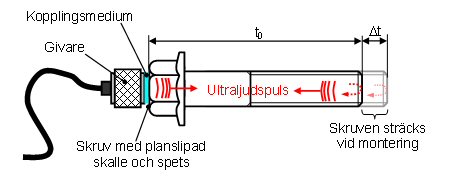
Figur 12. Ultraljudsmätning av
skruvförlängning.
Uppdaterad 2020-01-02
|
