
Ultraljud i produktionen - kort
Lång
version
Ultraljudstekniken kan lättast beskrivas som en slags ekolodteknik. Man
använder sig av högfrekventa ljudvågor, vilka utbreder sig i detaljen, och
studerar sedan de ekon som uppstår.
Vid mätning på skruvar placeras en sond/givare på skruvskallen där den
exciterar en ultraljudspuls (typisk frekvens 5-10MHz). Pulsen kommer att gå
igenom skruven och reflekteras tillbaka mot dess ändyta. Man mäter den tid det
tar för pulsen att löpa fram och tillbaka genom skruven. Denna tid benämns
Time of Flight (ToF), se fig. 1.
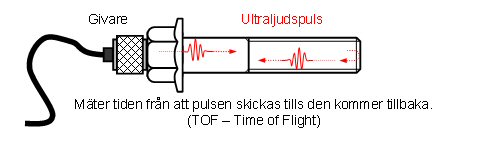
Figur
1. Princip for ultraljudsmätning av skruvens längd.
Klämkraftsmätning låter sig göras då skruven vid montering sträcks ut som en
fjäder. Skruvens sträckning kan då mätas som skillnaden det tar för pulsen
att åka genom den omonterade respektive monterade skruven. För att sedan
översätta förändringen i ToF till klämkraft behöver man även känna till ett
antal egenskaper hos skruven och förbandet, t ex klämlängd, materialets
akustiska egenskaper, skruvens dimensioner och elasticitet. Motsvarande
kalibrering kan göras genom mätning på skruven i en dragprovrigg.
För att få en bra signalöverföring från givaren och ett tydligt eko krävs att
det finns något kopplingsmedium mellan givare och skruv. För laboratoriebruk
används ofta glycerin. För produktionstillämpning är detta opraktiskt och ett
membran av plast eller gummi med lämpliga egenskaper används. Det krävs också
att skruvens ändytor är plana och parallella.
Inom bilindustrin används ultraljud huvudsakligen som en kontrollmetod där
utrustningen utnyttjas manuellt. Mätningen sker före och efter åtdragningen för
att säkerställa rätt sträckning på skruven och därmed en hållbar klämkraft i
förbandet. Med inbyggd givare i hylsan finns också möjlighet att inte bara
kontrollera utan även styra monteringen.
Uppdaterad 2020-01-02
|
