
Kompositlaminat - lång
Kort
version
1 Inledning
Kompositers egenskaper skiljer sig markant från metallers. Kompositer är
definitionsmässigt material bestående av två eller fler markant olika material.
Här behandlas laminat av fiberförstärkta polymerer (plaster). Fibrerna är ofta
av typ glasfiber eller för lättviktsmaterial kolfiber. Matrisen kan vara t ex.
aramid, polyester eller epoxi.
State-of-the-art för att foga kompositlaminat finns inom flygindustrin.
Strukturella flygplanskomponenter är ofta relativt tjocka och avsedda att tåla
höga laster. Mekanisk fogning är då lämplig och skruvförband väljs ofta,
speciellt när det finns krav på demontering, inspektion och underhåll av
strukturen. Figur 1 visar några exempel på skruvförband som används inom
flygindustrin.
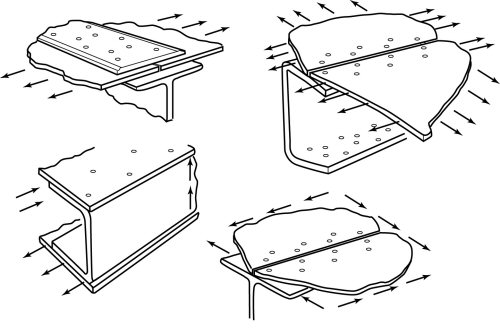
Figur 1. Exempel på skruvförband inom
flygindustrin.
Skruvförband används också mycket för att foga olika material, t ex. titan-
eller aluminiumkomponenter mot komposit.
Det stora problemet med skruvförband för kompositer är den höga
koncentrationen av spänningar runt skruvhålet. Att tillverka hålet kräver också
speciell borrningsteknik, vilket gör det svårt att borra hål genom metall- och
kompositdelar i ett moment.
Med fästelement av aluminium eller rostfritt finns det också risk för
galvanisk korrosion i kolfiberkompositer.
Det ska påpekas att fogen är den vekaste delen av en skruvmonterad
kompositstruktur. Detta skiljer sig åt från en limfog där fogen är avsedd att
vara starkare än de fogade delarna.
Den vanligaste skruvförbandstypen är enskärsförband (Figur 7). Strukturell
prestanda är inte den bästa på grund av den excentriska belastningen men
förbandet är billigt och relativt enkelt att tillverka.
2 Brottmekanismer
Haveri i ett skruvförband i kompositmaterial kan innebära fullständig
nedbrytning av den strukturella komponenten eller en oacceptabel förlust av
styvhet. Man särskiljer på fyra haverimoder, se Figur . Dessa är: laminatbrott
(net-section failure); tryckbrott (bearing failure); skjuvbrott (shear-out
failure); skruvbrott.
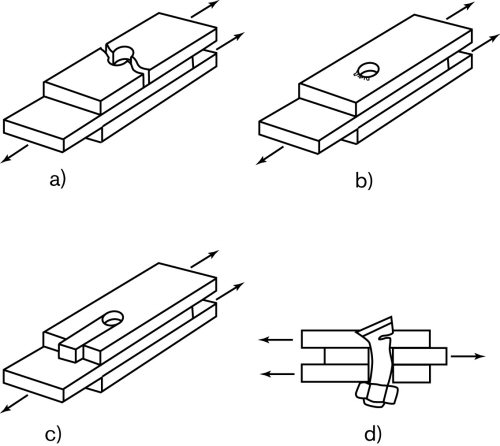
Figur 2. Brottmoder för skruvade kompositer.
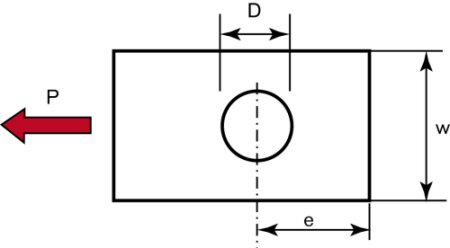
Figur 3. Geometri för skruvhål.
Laminatbrott orsakas av tangentiella spänningar eller tryckspänningar vid
hålkanten. Detta inträffar när förhållandet D/w är högt eller när förhållandet
mellan den pålagda lasten och klämkraften är högt.
Tryckbrott, som är den önskvärda brottmoden, inträffar på grund av höga
tryckspänningar vid skruvhålet. Tryckbrott gynnas av ett lågt förhållande D/w
och av ett högt förhållande mellan klämkraft och pålagd last.
Skjuvbrott orsakas av skjuvspänningar som verkar på skruvhålets yta i
lastriktningen. Denna brottmod förkommer främst när kantavståndet, e, är kort i
förhållande till håldiametern. Skjuvbrott är vanliga för starkt ortotropiska
laminat och är då oberoende av kantavståndet.
Skruvbrott orsakas av höga skjuvspänningar på skruvstammen. Haveri styrs av
hur skruven tål skjuvlaster och det bestäms av laminat- och skruvgeometri.
Eftersom tryckbrott vanligen utvecklas långsamt med gott om tid för varning
och upptäckt innan haveri är det den önskade brottmoden för skruvade
kompositlaminat. De övriga brottmoderna inträffar ofta plötsligt.
Om skruvförbandet belastas med dragspänningar måste genomdragsstyrkan för
laminatet medräknas i designen av förbandet.
Den högsta last som kan överföras av skruvförbandet styrs av den maximala
tryckspänningen för laminatet enligt:

Ph = maximal tryckspänning för
laminatet
F = brottlast för laminatet
dh = håldiameter
t = laminattjocklek
3 Design parametrar
Det är många faktorer som påverkar prestanda för skruvförband i
kompositmaterial:
- Material: fibertyp och -form; fiberorientering; staplingssekvens och
volymandel fibrer.
- Design: förbandstyp; laminattjocklek; geometri (bredd, håldiameter,
kantavstånd, etc.), lastriktning och typ av last.
- Fästelement: Typ av skruv; dimension; material; fastener pattern?;
klämkraft; storlek på skruvskalle/mutter/brickor; passning
skruv/hål.
Geometriska effekter
Geometriska effekter som skruvhålets diameter (D), laminattjocklek (t), bredd
(w) och kantavstånd (e) har alla visat sig starkt påverka styrkan i skruvförband
i kompositlaminat.
Vid låga värden på e/D så brister laminatet genom att material bakom
skruvhålet skjuvas ut. Vid större kantavstånd övergår brottmekanismen till
bearing mode och trycklaster leder till förlängning av skruvhålet.
För låga värden på w/D brister laminatet genom net-section tvärs
lastriktningen. När w/D ökar övergår brottmoden till bearing. Vid högre värden
på w/D förblir styrkan på laminatet konstant.
Undersökningar har visat att det finns en konstant gräns för styrkan hos
skruvförband hos laminat som kan nås om de geometriska parametrarna optimeras.
Riktlinjer för att uppnå bearing failure för CFRP visas i Figur .
|
Stapling (°) |
w/D |
e/D |
|
0/90 |
> 4 |
> 5 |
|
± 45 |
≥ 8 |
> 4 |
|
0/±45 |
≥ 4 |
≥ 4 |
|
0/60 |
≥ 4 |
≥ 4 |
Figur 4. Värden på w/D och e/D som krävs för att
säkerställa att brottmoden blir bearing.
Fiberriktning
Orientering av fiberdukar och därmed fiberriktning ger möjlighet att designa
laminat för de pålagda lasterna. Alla brottmoder anses vara beroende av
laminatets stapling. Dukar i riktning 0 och 90 är viktiga för bearing styrka.
Dukar i ± 45 anses fördela lasten för skruvförband. Det är viktigt att dukarna
fördelas i laminatet och inte samma riktning staplas. Det går att fördela höga
spänningar genom att införa mjukare remsor eller genom att öka den lokala
tjockleken, se Figur 5.
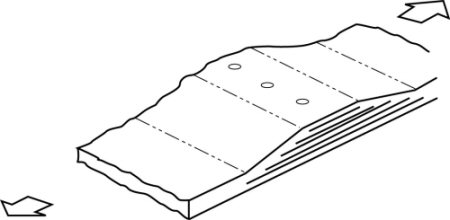
Figur 5. Fördelning av spänningar genom lokal ökning av
tjockleken.
Klämkraft
Ökning av klämkraften ökar förbandets styrka.
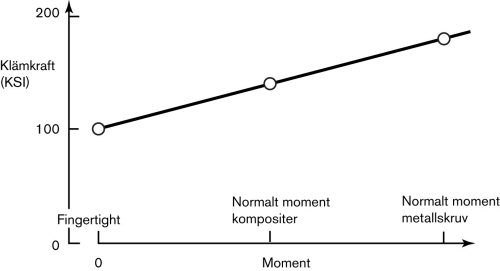
Figur 6. Effekt av åtdragningsmoment på förbandets
styrka.
Frigång i skruvhål
Frigången för skruven i skruvhålet påverkar skruvförbandet markant. Ökad
frigång innebär minskad kontaktyta för skruven och därmed ökad spänning i
laminatet. Precis passning mellan skruv och skruvhål försäkrar att lasten
överförs direkt medan lastöverföringen fördröjs till kontakt har uppnåtts för
skruvhål med frigång.
Multiradsförband
För enskärsförband finns det stor risk för sekundär böjning genom att lasten
påläggs excentriskt, se Figur 7.

Figur 7. Böjning av enskärsförband.
Böjningen orsakar en förflyttning av skruv och laminat, vilket kan ge en
ojämn spänningsfördelning genom laminatet. För lätt belastade fogar används
vanligen enkelradsförband medan hårt belastade fogar tillverkas genom
multiradsförband. Avståndet mellan skruvarna är viktigt och spänningen kan
fördelas jämnare genom att laminatet taperas, se Figur 8.
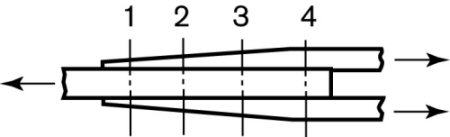
Figur 8. Avsmalnande multiradsförband för fördelning av
lasten.
Dragbelastade skruvförband
Kompositmaterial har dålig styrka vinkelrät mot laminatet. Dragbelastning av
skruvförband kan därför orsaka att skruven dras genom laminatet eller att
omfattande sprickbildning och delaminering minskar styvheten runt skruvhålet
kraftigt. Den kritiska töjningen beror huvudsakligen på matrismaterialet.
4 Tumregler
- Designa förbandet först
och fyll i luckor efteråt. Att optimera basstrukturen först ger ofta en låg
strukturell effektivitet.
- De bästa skruvförbanden
kan precis nå upp till halva styrkan av det opåverkade materialet (utan
borrhål).
- Optimerade enskärsförband
har ungefär 75 % av styrkan för ett optimerat dubbelt tvåskärsförband.
- Multiskärsförband
designade för dragbrott i materialet är starkare än de designade för brott i
hålplanet.
- Skruvförband i kompositer
har ofta för få skruvar med för liten diameter och placerade för glest för att
tillåta maximal styrka för laminatet.
- Skruvarnas skjuvstyrka
ska inte vara en designfaktor – skruvstorleken väljs för att begränsa
hålplantrycket.
- Maximala tangentiala
spänningarna runt skruvhålet är ungefär lika med halva hålplantrycket.
- Sättningen beror starkt
på uppbyggnaden av laminatet.
- Böjning av skruv är
mycket mer signifikant för kompositer än för metaller, eftersom kompositen är
tjockare och mer känslig för ojämnt hålplantryck.
- Skruvdiameter bör vara
ungefär lika som laminattjockleken.
- Optimal w/D (w =
laminatets bredd, D = skruvdiameter) är ungefär 3:1.
- Optimal w/D för multirads
skruvförband varierar längs skruvraden:
w/D = 5 för första raden för att
minimera lastöverföringen,
w/D = 3 för sista raden för att maximera
lastöverföringen,
w/D = 4 för mellanliggande skruvar.
- Bästa fördelningen av
fiberduk i laminatet är jämn fördelning utan stackning med minst 12,5 % av
fibrerna i vardera av de fyra riktningarna: 0°, +45°,
-45° och
90°.
5 Referenser
- Hart-Smith, LJ, Design of composite structures, Lecture notes, KTH, 1993.
- Starikov, R, Quasi-static and fatigue behaviour of composite bolted joints,
Doctoral thesis, Report 2001-9, KTH, 2001.
- Collings, TA, The strength of bolted and riveted joints in multidirectional
CFRP laminates, Composites, 43-55, 8(1), 1977.
- Asp, L, Rules of thumb for designing bolted joints for composites, Swerea
SICOMP, CR08-047, 2008
Uppdaterad 2020-01-02
|
