
Ultraljud i laboratoriet - lång
Kort
version
1. Allmänt
Det finns flera tekniker att mäta klämkraft i skruvförband. Ultraljud är
oftast att föredra eftersom:
- Noggrannheten är hög – omkring +/- 3%
- Förbandets egenskaper påverkas i mycket ringa grad
- Mätningar kan utföras i realtid, dvs under åtdragningen och fortsatt någon
tid
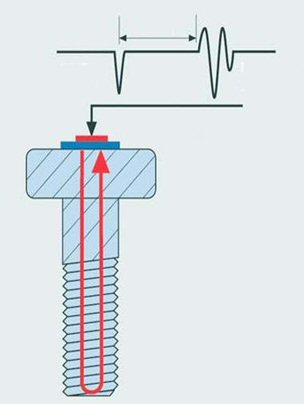
Figur 1. Principen för ultraljudsmätning på skruv
(Intellifast TM).
Tekniken, i sin enklaste form, bygger på att en elektrisk puls skickas ut
till en piezoelektrisk givare som omvandlar den elektriska signalen till en
mekanisk våg som kopplas akustiskt till skruven. Den mekaniska vågen fortplantas
längs skruven, reflekteras i skruvänden och omvandlas åter till en elektrisk
signal när den når skallen. Löptiden, Time of Flight, mäts och registreras. När
skruven dras åt kommer den att förlängas geometriskt och löptiden ökar.
För longitudinella vågor (vilka vanligen används) tillkommer effekten att
ljudhastigheten minskar med ökad axiell spänning i skruven. Denna effekt är
typiskt dubbelt så stor som den geometriska effekten och naturligtvis
materialberoende.
Temperatureffekterna kan också vara påtagliga, särskilt om olika material
ingår i förbandet. För noggranna mätningar erfordras i allmänhet
temperaturmätning och kompensation för temperaturskillnader.
2. Utrustning
Skruvens ändytor måste slipas till hög finhet och parallellitet (bättre än
0,01 mm). Alternativt kan så kallade ultrasonic skruvar användas. Dessa
tillverkas med särskild utformning av skalle och ändyta så att goda akustiska
egenskaper erhålles. Fördelen med dessa skruvar är att ytbehandlingen behålls
intakt över hela skruven och den kan alltså lämnas kvar i fordonet efter
montering med bibehållet korrosionsskydd.

Figur 2. Ultrasoniska skruvar (Nedschroef).
Traditionellt används en lös givare som kopplas akustiskt med glycerin.
Givaren hålls i handen och flyttas på skruvytan tills tillräcklig reflekterad
signal påträffas. Metoden är enkel och kräver få förberedelser. Nackdelen är
sämre mätnoggrannhet - signalen passerar olika delar av skruven om den inte kan
hållas stilla under åtdragningen, vilket ofta är svårt. Det är också svårt att
göra mätningar under åtdragning vilket ofta är av intresse.

Figur 3. Ultraljudsgivare (Panametrics).
Dessa problem undanröjs om givare kan fästas på skruvskallen. Det finns några
olika metoder för detta. Intellifast™ använder en vakuumteknik (sputtering) för
att skapa en piezoelektrisk givare direkt på skruvskallen. Den akustiska
kopplingen är då löst och givaren kontakteras med ett fjäderstift av samma typ
som används vid kretskortsprovning. Givaren får mycket goda egenskaper, men
mätskruvarna kan bli kostsamma i små antal.

Figur 4. Sputtrad givare (Intellifast™).
En liknande, billigare teknik, används av Load Control Inc, som limmar en
piezoelektrisk film på skruvskallen.

Figur 5. LCT skruv.
Den är också försedd med en 2D streckkod som refererar till kalibrerings och
applikationsdata för förbandet.
En ytterligare variant som är billig och enkel i små serier, utan avkall på
noggrannhet, är att limma ett chip av en piezoelektrisk keram, ca 3x3 mm på
skruvskallen.
Detta kan göras på såväl slipade som ultrasoniska skruvar.

Figur 6. Ultrasonisk skruv med pålimmad
piezokeram.
3. Mätutrustning
Ofta används mätutrustning, egentligen avsedd för tjockleksmätning eller
sprickdetektering. Dessa har ofta inte tillräcklig tidsupplösning för att
noggranna klämkraftsmätningar skall kunna göras annat än på förhållandevis långa
skruvar.
För mätning i skruvförband med klämlängd 10 mm och 1%
upplösning av en klämkraft på 75 % av sträckgränsen krävs en tidsupplösning på
ca 1 ns.
De finns dock ett antal tillverkare på marknaden som tillhandahåller
mätinstrument, ägnade för ändamålet, tex Micro Controls, Norbar, Dakota,
GE Inspection Technologies. Intellifast och LCT marknadsför också mätinstrument.
De mera avancerade systemen arbetar i realtid och kan leverera data i olika
filformat där klämkraften lagrats som funktion av tid eller vinkel med hög
tids/vinkel upplösning. Detta är nödvändigt om klämkraftens tillväxt under
åtdragningen och klämkraftförlusten efter åtdragningen skall kunna följas.
4. Kalibrering
För att kunna leverera spårbara mätresultat måste mätsystemet kalibreras.
Detta görs vanligen genom att en kalibrerad lastcell används. Det är av stor
vikt att förbandets karakteristika noggrant kopieras så att klämlängd och
förbandsstyvhet blir desamma som i förbandet. Alternativt kan en dragprovmaskin
användas, med samma hänsynstaganden. En tredje metod är att med kännedom om
geometri och materialegenskaper i en FEM modell eller liknande beräkna
kalibreringsfaktorn.
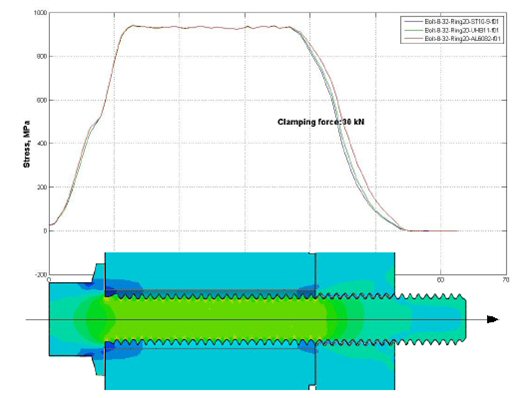
Figur 7. FEM modell av skruvförband (Swerea).
5. Metoder
Traditionellt genomförs mätningen så att skruvens ultraljudslängd mäts
obelastad, skruven monteras och den nya ultraljudslängden registreras. Med hjälp
av kalibreringsdata beräknas klämkraften. Detta kan upprepas efter kortare eller
längre tid: direkt efter montering eller efter körning på provbana, förutsatt
att temperaturkompensering utförs. Ibland kan det vara fördelaktigt att montera
skruven först (t ex i den station där produkten seriemässigt tillverkas) och
sedan mäta längden monterad varefter skruven lossas och den obelastade längden
mäts.
I vissa lägen är det inte klämkraften i sig som är av primärt intresse, utan
friktionsförhållandena. Förutom klämkraften fordras då också att
åtdragningsmomentet alternativt vidaredragningsmomentet registreras.
Utvärderingen görs ofta genom plottning i Moment–Klämkraftdiagram där övre och
undre gränser för friktionen lagts in, tillsammans med dito för moment och
klämkraft.
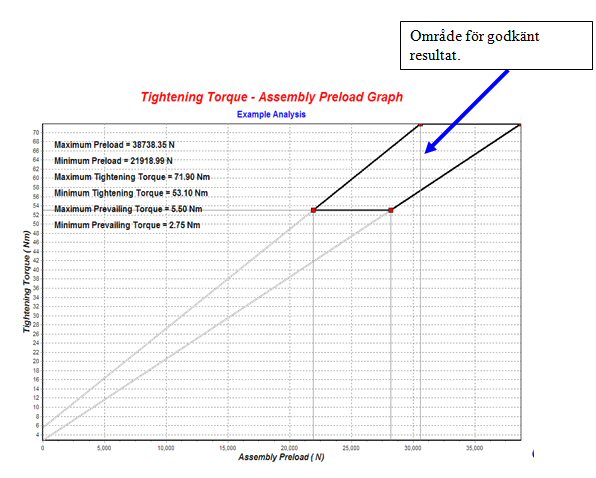
Figur 8. Moment-klämkraftdiagram.
För mer avancerad utvärdering utnyttjas med fördel moment-klämkraftdata som
funktion av vinkel och tid i kombination med ett simuleringsprogram som
simulerar åtdragningsmetod och verktygsegenskaper. Om teståtdragningarna tillåts
gå långt in i det plastiska området kan dessa återanvändas för ett obegränsat
antal simuleringar och metoden blir således mycket kostnadseffektiv. Dock måste
observeras att ultraljudsdata i det plastiska området måste korrigeras eftersom
relationen ultraljudslängd–klämkraft inte längre är konstant där.
I nedanstående försök har 22 verkliga åtdragningar på ett förband gjorts in i
det plastiska området (gröna kurvor). I den första simuleringen ansätts
åtdragning till ett moment = 225 Nm. De röda kurvorna visar vilken del av de
registrerade kurvorna som utnyttjas.
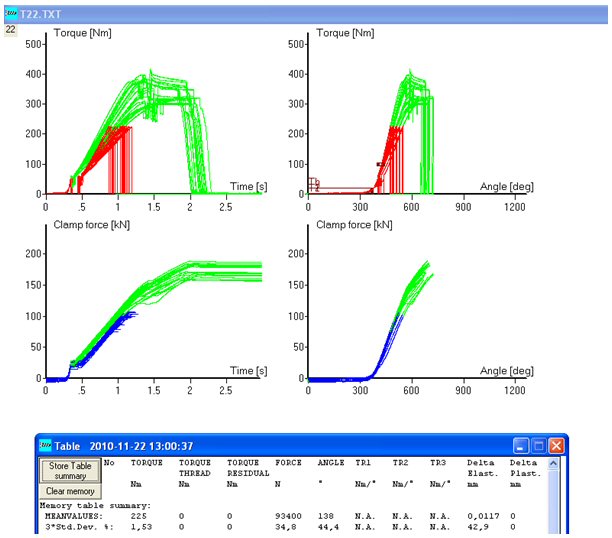
Figur 9. Momentstyrd montering in i plastiskt
område.
Den resulterande klämkraften blir 93,4 kN +/- 34,8% (3sigma).
En ansats med sträckgränsstyrd åtdragning, så kallad gradientstyrning kan
provas.
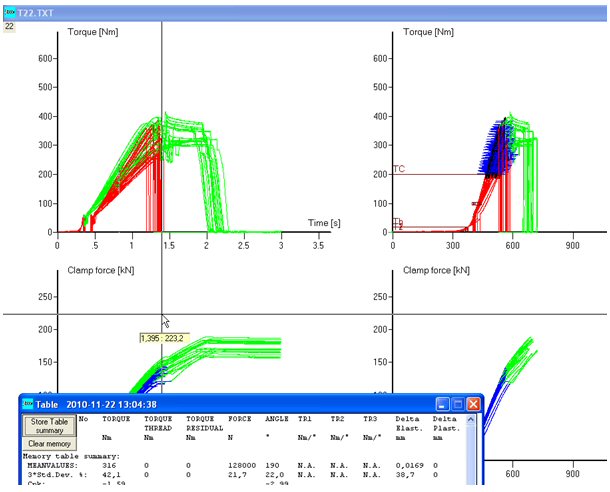
Figur 10. Gradientstyrd montering in i plastiskt
område.
Klämkraften blir nu 128 kN +/- 21,7 %.
Detta är som synes ett mycket effektivt och resurssnålt sätt att använda sina
mät- och laboratorieresurser.
Uppdaterad 2020-01-02
|
