Kort
version
1 Skruvförbandets klämkraftI höghållfasta förband eftersträvas
en viss klämkraft. Det svåra är att mäta den.
Det är sällan det
finns plats att montera en klämkraftsgivare i förbandet. Ofta utnyttjar man
istället att skruven fungerar som en fjäder som sträcks ut vid montering.
Skruvens förlängning är proportionell mot klämkraften och en mätning av
skruvförlängningen ger då ett mått på klämkraften. Skruvförlängningen kan mätas
mekaniskt, elektriskt (trådtöjningsgivare) eller med ultraljud. Ofta kommer man
bara åt skallen på den monterade skruven och då är man begränsad till
ultraljudsmätning av både praktiska och ekonomiska skäl.
2
Ultraljudsmätning
Ultraljud fungerar
som ett slags ekolod där man mäter den tid det tar för signalen att ta sig fram
och tillbaka genom skruven. I ett monterat förband sträcks skruven och tiden för
signalen att ta sig fram och tillbaka blir då längre jämfört med i den
omonterade skruven, se Figur 1.
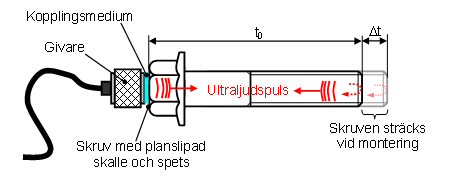
Figur
1. Längdmätning mha ultraljud.
Gemensamt för alla metoder
baserade på skruvförlängning är att man måste veta (mäta eller beräkna)
skruvskaftets styvhet för att kunna beräkna klämkraften utifrån
skruvförlängningen.
3 Grundläggande
ultraljudsteori
Det finns två typer av
ultraljudsvågor, longitudinella resp. transversella, se Figur 2. Vanligast idag
är att man använder longitudinella vågor men även transversella vågor kan
användas. Särskilt kombinationen erbjuder spännande möjligheter.
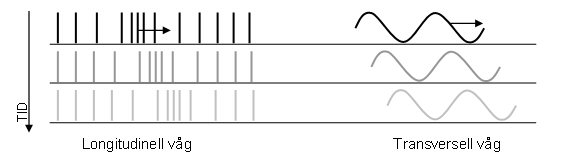
Figur
2. Olika typer av vågor.
Ultraljudsmätning av
skruvlängd sker genom att mäta tiden det tar för ultraljudspulsen att färdas
fram och tillbaka genom skruven, Time of Flight, (ToF), se Figur 3.
Tiden beror på
ljudhastigheten, vilken varierar med material, temperatur och spänning, samt på
skruvens fysiska längd. För longitudinella vågor sjunker ljudhastigheten
påtagligt p.g.a. dragspänningen. Denna effekt ger ett tillskott till ToF som
faktiskt är större än vad som skruvens fysiska förlängning ger. Notera även att
spänningen varierar över skruvens längd p.g.a. skruvens utformning och
montering.
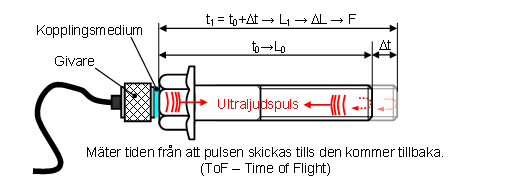
Figur
3. Längdmätning mha ultraljud (Ex. med longitudinell våg och
extern givare).
En referenstid (t0) mäts för den omonterade skruven och en ursprungslängd (L0) beräknas. Skruven monteras och en ny tid (t1) mäts. Skruvförlängningen (ΔL) kan nu uppskattas m.h.a.
skillnaden i tid samt en faktor som kompenserar för sänkt ljudhastighet
p.g.a. dragspänningen i den monterade skruven. Med känd skruvstyvhet kan
klämkraften beräknas från skruvförlängningen. Klämkraften är proportionell mot
tidsskillnaden (Δt) upp till sträckgräns. Över sträckgräns är inte förhållandet
linjärt längre.
Transversella vågor
påverkas inte på samma sätt som longitudinella vågor av dragspänningen i
skruven. Genom att kombinera mätningar på både longitudinella och transversella
vågor, s.k. Bi-wave teknik, kan man uppskatta spänningen i ett monterat förband
utan att ha gjort en föregående längdmätning på den omonterade
skruven.
För att kunna skapa
transversella vågor i skruven ställs dock andra krav på både givaren och
kopplingen mellan givare och skruv. Detta är en teknik som är i sin linda men
som har stor potential för verifikation av klämkraft i kritiska
förband.
4 Alstring av
ultraljudspuls
För att alstra en
ultraljudspuls (och registrera ekot) krävs någon form av givare.
För laboratoriebruk
dominerar separata och pålimmade givare baserade på piezoteknik. En
spänningspuls får piezokristallen att hoppa till och skicka en ljudpuls genom
skruven. När ekot kommer tillbaka skakar kristallen till och skickar tillbaka en
spänningspuls till instrumentet (jmf. Figur 3). Denna typ av givare kräver dock
någon form av kopplingsmedium mellan givare och skruv för att inte signalen
skall dämpas för mycket, se Figur 4.
EMAT-givaren (Electro
Magnetic Acoustic Transducer) är däremot inte beroende av ett kopplingsmedium då
ultraljudspulsen genereras inuti själva skruven av ett snabbt växlande
elektromagnetiskt fält, se Figur 4. I princip är därmed metoden beröringsfri men
signalen försvagas snabbt om givaren kommer längre från skruven.
EMAT-givaren kan generera
både transversella och longitudinella vågor vilket gör det möjligt att använda
s.k. Bi-wave teknik för att uppskatta spänningen i skruven direkt i monterat
förband.
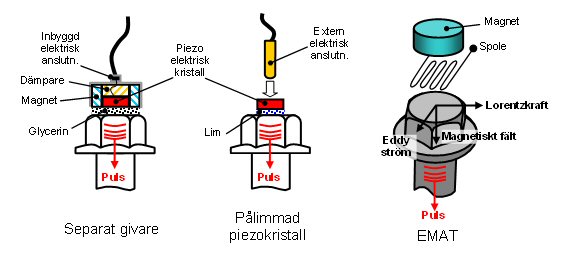
Figur
4. Till vänster: Separat givare för longitudinella vågor (Glycerin kan
ej överföra transversella vågor)
Mitten: Pålimmad piezokristall, kan
principiellt anv. även för transversella vågor
Till höger: Princip for
EMAT-givare. Kan generera både transversella och longitudinella vågor.
5 Krav på skruvar
och förband
För att
ultraljudsmätningen skall vara framgångsrik krävs följande av skruvar och
förband:
- Skruvar behöver ha
planparallella ändytor, slipade eller slagna.
Detta krävs för en
väldefinierad signalöverföring från givaren och ett tydligt eko.
- I förbandet får skruven
inte böjas när den monteras.
Detta kan göra att ekot studsar på skruvens
sidor och blir svårtolkat / ger mätfel.
- Förband bör ha långa
klämlängder / höga klämkrafter, vilket ger stor skruvförlängning.
Detta
resulterar i att uppmätt förlängning är stor relativt mätfelen.
- Skruvarna bör vara längre
än ca 25mm oavsett skruvdiameter.
Kortare skruvar ger problem med
signalbehandlingen (kort tid mellan signal och eko).
Flera
skruvtillverkare kan erbjuda skruvar vars ändytor är planparallella redan vid
tillverkningen. Därmed behövs ingen extra slipning.
I övrigt behövs ingen
materialutveckling då det går utmärkt att mäta på dagens
skruvmaterial.
6 Laboratorieanvändning
och produktionsanpassning
Ultraljudsmätning av
skruvar har varit känd sedan mer än 70 år.
Tekniken där man använder
slipade skruvar och piezoteknik för longitudinella vågor är väletablerad i
labmiljö sedan mer än 20 år.
Däremot har det varit
svårare att anpassa tekniken till produktionsmiljö då tekniksteget många gånger
varit för stort och att det ställs ytterligare krav på utrustningen:
- Torrt kopplingsmedium
mellan givare och skruv (glycerin kladdar och smutsar ner).
- Överföring av signal från
roterande givare måste fungera utan störningar.
- Relativt hög
samplingshastighet krävs (för styrning av åtdragning).
- Skruvar måste vara
lämpliga för metoden (tillverkade med planparallella ändytor).
- Utrustningen måste vara
kompatibel med övrig monteringsutrusning.
- Användarvänligheten
behöver vara god.
I takt med att mätteknik
och övrig monteringsutrustning utvecklas så blir tekniksteget allt mindre till
att införa ultraljudsmätningar i produktionsmiljö.
7 Monteringsmetoder och
nyttjandegrad för skruvar
Det här är ett avsnitt som
kort förklarar hur olika monteringsstrategier påverkar klämkraften och
spridningen i klämkraft. Stycket berör inte ultraljudsteknik direkt utan visar
varför högre nyttjandegrad och bättre klämkraftkontroll, t.ex. med
ultraljudsteknik, kan spara vikt och pengar.
Momentstyrd montering inom
skruvens elastiska område
Momentstyrd montering är den klart
vanligaste metoden då den inte kräver så avancerade verktyg och fungerar
oberoende av förbandets styvhet. Nackdelen är en stor klämkraftspridning
(±30-40%) p.g.a. variationer både i moment och monteringsfriktion.
P.g.a. den stora
spridningen begränsas nyttjandegraden av skruven till max ca 50-60% av skruvens
brottstyrka. Vid högre nyttjandegrad riskeras avdragna skruvar, se Figur 5b.
Montering till
sträckgräns
För
att öka nyttjandegraden kan man montera skruven till strax över sträckgräns. Då
måste man ha något sätt att avbryta dragningen i tid, innan skruven går
av.
Vanligtvis används en s.k.
moment + vinkelmontering där dragningen först sker till ett visst moment som
åtföljs av en vinkelstyrd montering, se Figur 5c. Genom att begränsa vinkeln så
undviker man att överdra förbandet.
Sträckgränsmontering
ställer högre krav på monteringsutrustningen (i fabrik) men nyttjandegraden
ligger runt 70-80% av skruvens brottstyrka (beroende på hållfasthetsklass) och
med betydligt lägre spridning i klämkraft (±10%) än vad momentmontering ger
(±30-40%).
Särskilt fördelaktigt med
sträckgränsdragning är den högre lägstanivån för klämkraften jämfört med
momentmonterade förband. Här ligger en stor potential för att kunna minska
vikten, antingen i befintliga förband eller genom att använda färre förband.
Detta genom att använda klenare skruvdimensioner eller ha högre klämkraft i
varje enskilt förband.
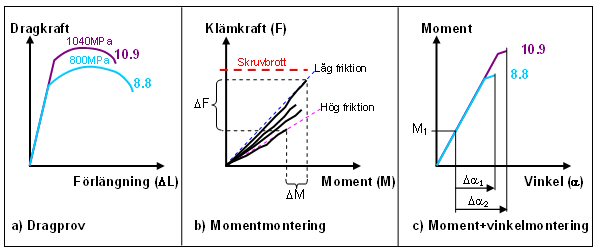
Figur
5. a) Dragprov med jmf. mellan 8.8 och 10.9-skruv (princip).
b)
Momentmontering där spridningar i moment och friktion ger stor
klämkraftspridning.
c) Principen för moment + vinkelmontering till
sträckgräns.
8 Fördelar med styrning
eller övervakning med hjälp av ultraljud
Ultraljudstyrd
montering
Med
ultraljudstyrd montering kan man uppnå väsentligt mindre klämkraftspridning vid
montering under sträckgräns med en klämkraftvariation på ±10% (att jämföra med
±30-40% för traditionell momentkontrollerad montering). Detta ger högre
nyttjandegrad och en möjlighet att använda färre förband alt. minska dimensionen
på skruven. (Det senare är dessutom oftast fördelaktigt m.a.p.
styvhetsfördelning i förbandet).
Efterkontroll m.h.a.
Moment eller Ultraljud
Vid efterkontroller används idag
normalt någon form av momentkontroll. Det är dock viktigt att komma ihåg att
normala momentkontrollmetoder inte förmår mäta klämkraften – bara momentet. Man
kan alltså bara kontrollera att förbandet fortfarande har ett visst moment och
jämföra detta med t.ex. monteringsmomentet.
Momentkontroller har
generellt låg noggrannhet, stort operatörsberoende och kan leda till helt
felaktiga slutsatser om friktionen i förbandet ändrats mellan
monteringstillfället och kontrolltillfället, t.ex. genom upphettning av
förbandet (motorapplikationer) eller korrosion (längre fältprov)
För ultraljudstyrda
förband försvinner behovet av efterkontroller för att verifiera att själva
monteringen utförts till korrekt klämkraft.
Om ultraljud inte används
som styrmetod utan bara vid efterkontroll, kommer ändå precisionen i
klämkraftsuppskattningen förbättras radikalt jämfört med vad vanliga
momentkontroller kan erbjuda.
Med skruvar anpassade för
ultraljudsmätning öppnas också möjligheter för senare uppföljningsmätningar för
att bättre uppskatta klämkraftsförluster orsakade av sättningar i förbanden
under drift.
Särskilda fördelar vid
sträckgränsmontering
Vid sträckgränsmontering kan man
låta själva styrningen ske på vinkel eller momentgradient, vilket är
väletablerade metoder och oftast ger tillräckligt god precision. Ultraljud
användas istället som övervakning/kontrollmetod i samband med dragningen och
därmed behövs ingen annan efterkontroll.
Detta är särskilt
fördelaktigt i sträckgränsdragna förband där normal processverifiering innebär
tidskrävande demontering av förbandet för att mäta permanent skruvförlängning.
(Permanent skruvförlängning bör vara ca 0,10mm för att bekräfta att man precis
passerat sträckgränsen)
Notera också att vanliga
momentkontrollmetoder lämpar sig ännu mindre för sträckgränsdragna förband och
därigenom blir ultraljudsmetoder än mer fördelaktiga.
9 Tillämpningar av
ultraljudsteknik (2011)
Det finns förhållandevis
få produktionstillämpningar då tekniksteget är ganska stort (se stycket om
Laboratorieanvändning och produktionsanpassning). Intresset för
ultraljudsmätningar är dock stort och en hel del arbete pågår runt om i
världen.
- Intellifast GmbH (Grundat
2002) använder en flerlagers piezoelektrisk givare sputtrad direkt på
skruvskallen eller skruvspetsen. Applikationen kostar ca 200kr/skruv och har
funnit tillämpningar i bl.a. flygindustrin och vindkraftindustrin där precis
klämkraft är krav bl.a. för att inte skada kompositmaterial. Intellifast har
nått klämkraftsvariationer på < ±5%
- Nedschroef
(skruvtillverkare) har tillsammans med Fraunhofer Institute tagit fram en
demonstrationsutrustning för ultraljudstyrd montering. (2008)
- Lastbilstillverkaren DAF
använder skruv särskilt tillverkad för ultraljudsmätning (Nedsonic från
Nedschroef). Man styr ej monteringen m.h.a. ultraljud utan använder
ultraljudsmätning av sträckgränsdragna skruvar i sina motorer för att
kontrollera processtabiliteten i monteringen.
- Daimler Chrysler
(Mercedes lastvagnar) har tidigare använt ultraljudstyrd montering och
Nedsonic-skruvar. Så vitt känt har de dock ingen sådan montering idag.
- CETIM (Fransk
motsvarighet till Swerea) har använt EMAT och bi-wave teknik för att mäta
klämkraft i skruvar, bl.a. på Charles de Gaulle-flygplatsen. SFN har 2010 besökt
CETIM och fått tekniken demonstrerad på medhavda skruvar. Med korrekt
kalibrering har metoden potential att ge mycket bra resultat.
- Innerspec Technologies
Inc. har demonstrerat EMAT-tekniken (ej Bi-wave) för skruvar. (SFN-seminarium
2009). Normalt använder företaget EMAT-teknik för bl.a. inspektion av svetsar
och trycktankar men har nu tagit fram en portabel utrustning speciellt avsedd
för klämkraftsmätningar i skruvförband.
- Flera skruvtillverkare
(Nedschroef, Kamax, Bulten) kan numera erbjuda skruvar som är tillverkade med
planparallella ändytor lämpliga för ultraljudsmätningar direkt, dvs. utan
kostsam efterbearbetning (slipning). Merkostnaden för sådan skruv jämfört med
vanlig skruv är förhållandevis låg.
- USCAR (United States
Council for Automotive Research) som är en paraplyorganisation för Daimler
Chrysler, Ford och General Motors, har nyligen startat utvecklingsarbete rörande
ultraljudstyrd montering.
- Toyota och Honda har
också börjat studera ultraljudstyrd montering.
- Status för BMW och VW
rörande ultraljudstyrd montering är inte kända för tillfället. Känt är att BMW
studerade ultraljudstyrd montering 1993-1996.
