
Gängformande skruv - lång
Kort
version
1 Inledning
Gängande skruv, även kallad gängformande skruv är per definition skruv som
vid montering formar den motgående gängan. Även träskruv är en särskild typ av
gängpressande skruv för träapplikationer, t ex trallskruv inom byggsektorn. Inom
fordonsindustrin förekommer idag främst två varianter av gängpressande
skruvar.
- Icke metrisk skruv för plåt- och plastapplikationer.
- Metrisk skruv för ogängade hål i stål, aluminium och magnesium.
Figur 1 visar spetsen på en typ av metrisk gängformande skruv, så kallad
Taptite® skruv. Taptite är ett varumärke och fästelementleverantörer tillverkar
dessa på licens. Olika spetsgeometrier förekommer beroende på motgående
material. Även härdningen varierar. Tidigare gjordes dessa skruvar främst i
sätthärdat stål. Idag sätthärdas främst icke metrisk gängformande skruv,
ST-skruv, och mindre dimensioner av de metriska som används i icke kritiska
skruvförband. Sätthärdning ger risk för vätesprödhet varför det idag i huvudsak
används seghärdning.
För de varianter som används i ogängade stålhål, induktionshärdas
skruvspetsen. På så sätt erhålls en hårdhet som gör att den kan forma en gänga
då motgående material också är stål och med en hårdhet upp till 250HB. Skruven
tillverkas av kallformningsstål och det är bara spetsen som
är induktionshärdad, resten är i detta fall seghärdad till en hållfasthet
motsvarande hållfasthetsklass 10.9.
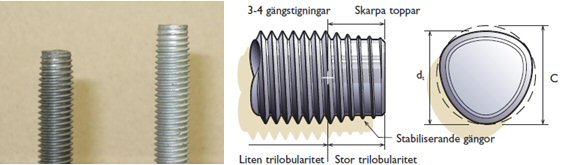
Figur 1. Spets på gängformande
Taptite skruv. Skruven tillverkas av kallformningsstål och spetsen är i detta
fallet induktionshärdad. Spetsen är trilobulär.
Metrisk gängformande skruv finns i olika utförande men det gemensamma för
samtliga är att de har en så kallad trilobulär stamform d v s är lätt trekantiga
i sitt tvärsnitt. Trilobulariteten avtar emellertid, för några typer,
allteftersom gängan närmar sig skruvskallen. Olika skruvtyper har något
annorlunda trilobularitet samt skruvspetsgeometri.
För skruvning i aluminium och magnesium behövs ej någon induktionshärdning
utan skruven kan göras i stål motsvarande hållfasthetsklass 8.8. Dock behålls
den trilobulära formen även om den gängformande skruvspetsen har i
storleksordningen tre gängvarv som skapar motgående gänga till skillnad från de
fyra till fem varv som används med gängformande skruv i
stålapplikationer.
Även skruv i hållfasthetsklass 10.9 kan väljas om högre
klämkrafter behövs i aluminiumapplikationen.
Då gängformande skruv används i ogängad stålmutter är dessa anpassade i sin
geometri såsom håldiameter och tänkt gänglängd. För gängformande skruv i
ogängade hål måste emellertid hålens geometri anges med viss tolerans på samma
sätt som för hål som ska gängas med gängtapp, se figur 2-3 och tabell I-III.
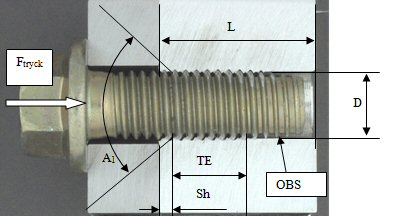
Figur 2. Metrisk gängformande skruv monterad i ett
ogängat metallhål. OBS! I stålhål behövs en skruv med fyra till fem varvs
skruvspets. I aluminiumhål räcker det med ca tre varvs skruvspets. Värden på de
olika dimensionerna ges i tabell I-III nedan.
Tabell I. Geometrier och axiell äntringskraft för
gängformande skruv i ogängade borrade stålhål med en hårdhet av 120-180HB.
| TE (mm) |
5-7 |
6-9 |
7-11 |
8-13 |
10-15 |
12-18 |
14-22 |
|
D (mm) |
|
|
|
|
|
|
| M5 |
4,60-4,70 |
4,65-4,75 |
|
|
|
|
|
| M6 |
|
5,55-5,65 |
5,60-5,70 |
5,60-5,70 |
|
|
|
| M7 |
|
|
6,50-6,60 |
6,50-6,60 |
6,55-6,65 |
|
|
| M8 |
|
|
|
7,40-7,50 |
7,45-7,55 |
7,45-7,55 |
|
| M10 |
|
|
|
|
9,30-9,40 |
9,35-9,45 |
9,40-9,50 |
| M12 |
|
|
|
|
|
11,1-11,2 |
11,2-11,3 |
| M14 |
|
|
|
|
|
|
13,0-13,2 |
|
A1 (o) |
Sh (mm) |
L (mm) |
A2 (o) |
Ftryck (N)
max |
| M5 |
58-62 |
0,80 |
TE + 5 |
NA |
50 |
| M6 |
58-62 |
1,00 |
TE + 6 |
NA |
60 |
| M7 |
58-62 |
1,00 |
TE + 7 |
NA |
70 |
| M8 |
58-62 |
1,25 |
TE + 8 |
NA |
90 |
| M10 |
58-62 |
1,50 |
TE + 10 |
NA |
90 |
| M12 |
58-62 |
1,75 |
TE + 12 |
NA |
90 |
| M14 |
58-62 |
2,00 |
TE + 14 |
NA |
100 |
Tabell II. Geometrier och axiell äntringskraft för
gängformande skruv i borrade stålhål med en hårdhet av
180-250HB.
| TE (mm) |
5-7 |
6-9 |
7-11 |
8-13 |
10-15 |
12-18 |
14-2 |
|
D (mm) |
|
|
|
|
|
|
| M5 |
4,65-4,75 |
4,70-4,80 |
|
|
|
|
|
| M6 |
|
5,60-5,70 |
5,65-5,75 |
5,65-5,75 |
|
|
|
| M7 |
|
|
6,55-6,65 |
6,60-6,70 |
6,60-6,70 |
|
|
| M8 |
|
|
|
7,45-7,55 |
7,50-7,60 |
7,50-7,60 |
|
| M10 |
|
|
|
|
9,35-9,45 |
9,40-9,50 |
9,40-9,50 |
| M12 |
|
|
|
|
|
11,2-11,3 |
11,3-11,4 |
| M14 |
|
|
|
|
|
|
13,1-13,3 |
|
A1 (o) |
Sh (mm) |
L (mm) |
A2 (o) |
Ftryck (N)
max |
| M5 |
58-62 |
0,80 |
TE + 5 |
NA |
50 |
| M6 |
58-62 |
1,00 |
TE + 6 |
NA |
60 |
| M7 |
58-62 |
1,00 |
TE + 7 |
NA |
70 |
| M8 |
58-62 |
1,25 |
TE + 8 |
NA |
90 |
| M10 |
58-62 |
1,50 |
TE + 10 |
NA |
90 |
| M12 |
58-62 |
1,75 |
TE + 12 |
NA |
90 |
| M14 |
58-62 |
2,00 |
TE + 14 |
NA |
100 |
Tabell III. Geometrier och axiell äntringskraft för
gängformande skruv i borrade aluminiumhål av hårdhet
80-120HB.
| TE (mm) |
10-14 |
12-17 |
14-20 |
16-22 |
20-28 |
24-34 |
28-40 |
|
D (mm) |
|
|
|
|
|
|
| M5 |
4,60-4,70 |
4,60-4,70 |
|
|
|
|
|
| M6 |
|
5,55-5,65 |
5,55-5,65 |
5,55-5,70 |
|
|
|
| M7 |
|
|
6,50-6,60 |
6,50-6,60 |
6,50-6,65 |
|
|
| M8 |
|
|
|
7,40-7,55 |
7,40-7,55 |
7,40-7,55 |
|
| M10 |
|
|
|
|
9,25-9,45 |
9,25-9,45 |
9,25-9,45 |
| M12 |
|
|
|
|
|
11,2-11,3 |
11,2-11,4 |
| M14 |
|
|
|
|
|
|
13,0-13,2 |
|
A1 (o) |
Sh (mm) |
L (mm) |
A2 (o) |
Ftryck (N)
max |
| M5 |
58-62 |
0,80 |
TE + 5 |
NA |
50 |
| M6 |
58-62 |
1,00 |
TE + 6 |
NA |
60 |
| M7 |
58-62 |
1,00 |
TE + 7 |
NA |
70 |
| M8 |
58-62 |
1,25 |
TE + 8 |
NA |
90 |
| M10 |
58-62 |
1,50 |
TE + 10 |
NA |
90 |
| M12 |
58-62 |
1,75 |
TE + 12 |
NA |
90 |
| M14 |
58-62 |
2,00 |
TE + 14 |
NA |
100 |
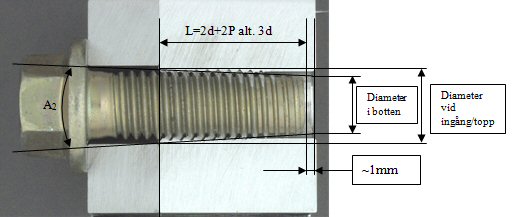
Figur 3. Gängformande skruv i pressgjutna
aluminiumhål. Se tabell IV för geometri.
Tabell IV. Geometrier för pressgjutna hål i
aluminium med hårdhet 80-120HB.
|
Ingreppslängd: |
L = 2d + 2P |
Ingreppslängd: |
L = 3d |
Konvinkel |
|
Topp |
Botten |
Topp |
Botten |
A2 (o) |
| M5 |
4,70-4,80 |
4,50-4,60 |
4,75-4,85 |
4,50-4,60 |
0,5-1,5 |
| M6 |
5,60-5,70 |
5,40-5,50 |
5,70-5,80 |
5,40-5,50 |
0,5-1,5 |
| M7 |
6,60-6,70 |
6,40-6,50 |
6,75-6,85 |
6,40-6,50 |
0,5-1,5 |
| M8 |
7,55-7,65 |
7,25-7,35 |
7,65-7,75 |
7,25-7,35 |
0,5-1,5 |
| M10 |
9,50-9,60 |
9,15-9,25 |
9,60-9,70 |
9,10-9,20 |
0,5-1,5 |
| M12 |
11,45-11,55 |
11,05-11,15 |
11,60-11,70 |
11,00-11,10 |
0,5-1,5 |
| M14 |
13,35-13,45 |
12,85-13,00 |
13,50-13,60 |
12,75-12,90 |
0,5-1,5 |
I stål används ofta så kallad Taptite Corflex I, som är skruv med
induktionshärdad spets. För aluminiumapplikationer kan en så kallad "Short
Point" (SP) 8N (seghärdad motsvarande hållfasthetsklass 8.8) användas.
Alternativt kan 10.9 (10N) användas om högre klämkrafter behövs. Då krävs längre
ingreppslängd (TE).
Vid montering pressar skruvens starka solida gängor invändigt i borrade,
stansade eller pressade hål i plåtar eller gjutgods av duktila metaller.
Gängorna i hålet formas därmed plastiskt, utan spånbildning. På grund av
elastisk återfjädring fyller godsmaterialet delvis upp bakom skruvloberna och
skapar en större kontaktyta mellan gängorna, vilket ger stort motstånd mot
lossning och hög hållfasthet. De lokala höga spänningar som uppstår pga det
trilobulära tvärsnittet hindrar skruven från att lossna.
2 Montering
Vid montering av gängformande skruv behövs ett gängformningsmoment vid
nedgängningen. Moment vinkel kurvan ser för genomgående skruv i en ogängad
mutter ut i princip enligt figur 4.
Viktigt är att gängformningsmomentet är tillräckligt lågt i förhållande till
förbandets brottmoment. I annat fall blir det svårt att bygga förbandet med
kvalitet i en massproduktion. T ex om för vissa individer gängformningsmomentet
är högre än monteringmomentet. Då stannar åtdragningen innan skruvskallen har
landat ner mot underlaget. Alternativt om monteringsmomentet då höjs kan detta i
enstaka fall bli högre än brottmomentet dvs. förbandet dras sönder. Som en enkel
anvisning kan sägas att förbandets genomsnittliga brottmoment bör vara mins tre
gånger förbandets genomsnittliga gängformningsmoment. För att ta reda på ett
lämpligt åtdragningsmoment för en applikation för en serieproduktion
rekommenderas att prova fram gängformningsmoment och sönderdragningsmoment.
Summan av gängformningsmoment och sönderdragningsmoment delat med två ger ett
lämpligt monteringsmoment.
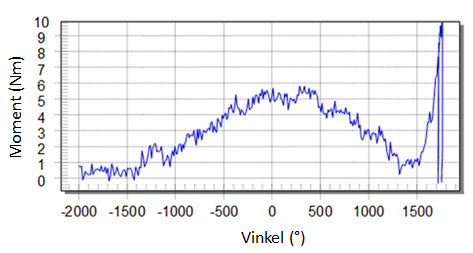
Figur 4. Moment-vinkeldiagram som visar
åtdragningsförloppet för en gängformande skruv i en ogängad mutter. Notera att
gängformningsmomentet avtar då skruvspetsen kommer ut på andra sidan och innan
monterad komponent kläms vid åtdragning till slutmoment.
3 Ytbehandling
För att erhålla en god balans mellan gängformningsmoment, monteringsmoment
och brottmoment är gängformande skruv oftast behandlad med ett extra smörjmedel.
Framförallt för att gängformningsmomentet inte ska bli för högt.
Vidare skyddar detta den underliggande ytbehandlingen från att skjuvas sönder
då skruvspetsen formar motgående gänga. För ytbehandling med relativt låg
kohesion/adhesionshållfasthet kan konsekvensen bli att spetsen korroderar
relativt tidigt, se figur 5.

Figur 5. Korroderad skruvspets hos gängformande skruv
monterad i ogängad mutter och efter relativt tuff korrosionsprovning.
4 För- och nackdelar
Fördelarna med gängformande skruv är flera:
- Man behöver inte gänga hålen och därmed behövs inga gängtappar eller
gängmaskiner.
- Man behöver inte kontrollera gängorna med gängtolk.
- Man behöver inte handäntra skruven vilket sparar byggtid.
- Den dynamiska hållfastheten blir något högre jämfört med normal skruv d v s
den glappar inte upp lika lätt
Nackdelen är att den är dyrare, ca 25% jämfört med normal skruv, samt att det
krävs en viss axiell tryckkraft för att få gängan att börja formas i den
motgående komponenten. Detta uppvägs i de flesta fall av fördelarna då
gängmaskiner, gängtappar mm ej behövs och totalkostnaden för förbandet blir
lägre än om vanlig skruv skulle använts.
Uppdaterad 2020-01-02
|
