
Insatsgängor - lång
Kort
version
1 Användning
Insatsgängor används för att
förstärka skruvförbandet där hållfastheten på arbetsmaterialet inte är
tillräcklig. Denna förstärkning åstadkoms genom att insatsgängan greppar i en
större spänningsarea än den ursprungliga godsgängans spänningsarea. De
används också för att reparera slitna, sönderrostade eller förstörda gängor.
Tillämpningen är oftast för aluminium- och magnesiumlegeringar men även för
plast, gjutjärn, mässing och brons. Insatsgängor ger ett bra skydd mot slitage i
applikationer som monteras och demonteras ett flertal gånger.
Genom att förstärka eller återställa en förstörd gänga kan dyra driftsstopp
undvikas. Hålet kan borras ur och gängas om och kan då behålla sin ursprungliga
dimension vilket innebär att samma typ av skruv som innan kan användas.
Insatsgängan kan också monteras i befintlig gänga vilket innebär att
skruvdimensionen då minskas. Förspänningskraften minskar då i och med att
skruvdimensionen är mindre.
Undersökningar har visat att 90 – 95 % av alla skruvbrott sker i höjd med
första gängvarvet. Genom insatsgängans hårda och fina yta fås en låg
gängfriktion och skruven kan utnyttjas maximalt. Insatsgängan fördelar
förspänningen bättre över gängorna och reducerar belastningen på första gängan
från 50 till 30 %. Detta medför att utmattningshållfastheten förbättras och det
ger också möjlighet att reducera skruvdimensionen och på så sätt spara vikt.
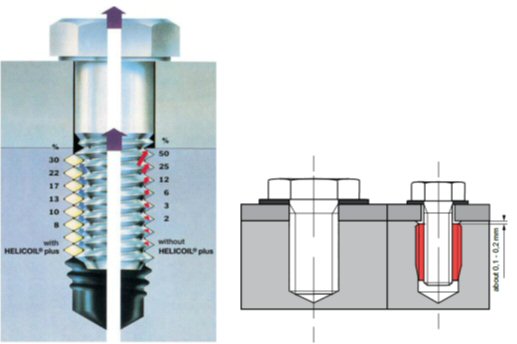
Figur 1. Insatsgängor
fördelar belastningen över fler gängor [1, 2].
Insatsgängor i
rostfritt syrafast material klarar hög temperatur, tuffa kemiska miljöer och
motverkar korrosionsangrepp. De är i det närmaste outslitliga och kan demonteras
och monteras ett flertal gånger. Insatsgängor kan vara av olika typer:
- Lindad tråd.
- Självgängande.
- Specialvarianter som gjuts, trycks, smälts eller skruvas på
plats.

Figur 2. Monterade insatsgängor [1,
2].
2 Insatsgängor av lindad
tråd
Insatsgängor av lindad tråd är oftast tillverkade i
rostfritt syrafast material med hög hållfasthet. Tråden har ett rombiskt
tvärsnitt och är vriden i spiral. Det möjliggör en hög förspänning och
självlåsning. De karakteristiska måtten för insatsgängan är diameter, stigning
och monterad längd. Tråden kan klippas av till önskad längd.
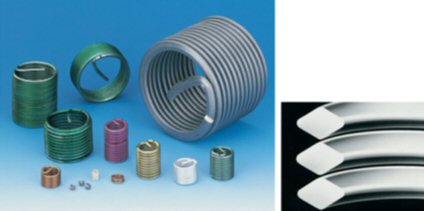
Figur 3. Insatsgängans och
trådens utseende [1].
Låsande
insatsgänga
Det finns också låsande insatsgängor. Dessa har ett
eller flera polygonformade låsvarv i mitten av insatsen. De ger en mycket stabil
låsning och förbandet klarar kraftiga vibrationer och dynamiska belastningar
utan att lossna.

Figur 4. Låsande insatsgänga
[1].
Montering
Insatsgängan kan monteras i
befintlig gänga. För att undersöka om gängan är i tillräckligt bra skick och
rymmer insatsgängan används en gågänghåltolk. Vid behov borras nytt hål eller
befintlig gänga ur och ny gänga tillverkas. Insatsgängan monteras sedan med ett
speciellt verktyg. Verktygen kan vara manuella, elektriska eller pneumatiska.
Insatsgängan kan ha en bryttapp (Fig. 3) som utnyttjas vid monteringen. Denna
kan brytas av om skruven ska vara genomgående. Ett speciellt verktyg eller en
tång kan användas. För att ta bort insatsgängor används speciella
verktyg.
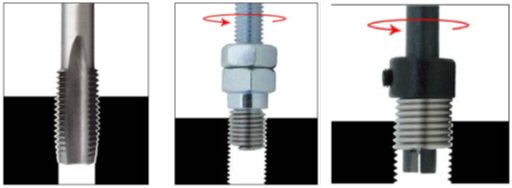
Figur 5. Gängning och
montering med manuellt resp. automatiskt verktyg [2].
Insatsgängans
diameter är innan montering större än det gängade hålets diameter. Vid
monteringen spänns insatsgängan av monteringsverktyget, vilket minskar
diametern. Efter monteringen expanderar insatsgängan och förankrar sig i
hålet.
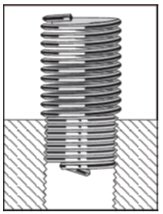
Figur 6. Låsprincipen för insatsgängor av lindad
tråd.
3 Självgängande insatsgängor
Självgängande
insatsgängor har både inre och yttre gänga. För att kunna skära en gänga har de
också skarpa kanter i form av slitsar eller hål. Materialet är sätthärdat och
ytbehandlat stål eller rostfritt stål.

Figur 7. Självgängande insatsgängor med skärande
slitsar eller hål [2].
Insatsgängor med slitsar kan ha en viss
inåtriktad fjäderverkan vilket ger en extra skruvlåsning. Om detta inte önskas
kan insatsgängor med hål användas. Dessa är också mer lämpade för svårbearbetade
material då högre skärkrafter, som fördelas över de tre hålen, kan användas.
Montering
Den skadade gängan borras ur eller ett nytt
hål tillverkas. Starka, hårda och svårbearbetade material kan behöva gängas
innan montering.

Figur
8. Manuell montering med enkla verktyg och maskinell montering
[2].
4 Speciella tillämpningar
Det finns ett stort
antal insatsgängor för speciella tillämpningar. Några exempel visas nedan. De
används ofta för att förstärka plastmaterial och undvika sprickbildning.
Insatser kan monteras i plast i samband med tillverkning som formsprutning. De
kan också monteras i komponenter med hjälp av värme, ultraljud, presspassning
och gängning.

Figur 9. Exempel på
insatsgängor för speciella applikationer [2].
Referenser
- Böllhoff (Helicoil), www.boellhoff.de/en/de/fasteners
- Baer, www.baercoil.com, www.baerfix.com
Uppdaterad 2020-01-02
|
