
Smörjning - lång
Kort
version
1 Friktionens inverkan på klämkraft
Vid momentstyrd montering av skruvförband erhålls klämkraft genom ett
förbestämt åtdragningsmoment. Dock försvinner det mesta av åtdragningsmomentet
på grund av friktionen mellan fästelementet och anliggningsytorna (i gängor och
under skruvskalle/mutter) och endast 10-15% omvandlas till klämkraft. Detta
beskrivs närmare i kapitlet ”Monteringsfriktion”.
Om monteringsfriktionen är högre än förväntat blir klämkraften lägre än
önskad, med risk för att förbandet inte håller. Om friktionen är lägre än
förväntat kan det hända att skruven dras av vid monteringen. För att inte
riskera avdragna skruvar får man sikta på en klämkraft med betydande marginal
mot avdragning. Detta innebär också att man bara kan utnyttja en mindre del
av skruvarnas styrka vid momentstyrd montering.
Att ha rätt och jämn friktion är därför en av skruvarnas viktigaste
egenskaper för att kunna erhålla förutsägbar klämkraft vid momentstyrd
montering. Detta åstadkoms vanligtvis genom någon sorts smörjning. Friktionen är
även viktig för att förhindra att skruven lossnar. Om friktionen är lägre än ca
0,06 finns det risk att skruven gängar ur sig när förbandet belastas.
2 Smörjning av standardfästelement i fordonsindustrin
För att kontrollera friktionen vid massproduktion använder sig
fordonsindustrin av ytbehandlingar som inkluderar ett smörjmedel, se Figur 1.
Ytbehandlingarna som används är beröringstorra, dvs. kladdar inte och samlar
inte smuts.
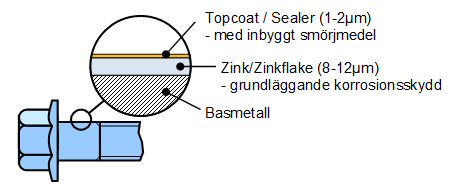
Figur 1. Ytbehandling med inbyggt torrt
smörjmedel.
Leverantörerna av ytbehandlingar har ofta flera olika varianter av Topcoat /
Sealer för att möta olika friktionskrav. Observera dock att de friktionsnivåer
som leverantörerna anger oftast är framtagna i ett referensförband definierat
och provat enligt ISO 16047. I referensförbandet består gängorna av en avfettad
stålmutter (utan ytbehandling) och underlaget under skallen är en avfettad,
obehandlad stålbricka. Monteringsfriktionen i det verkliga förbandet kan därmed
skilja avsevärt från den friktion som anges av leverantören.
Anledningen till att bygga in smörjmedlet i ytbehandlingen är för att undvika
kladdiga, tidsödande och besvärliga smörjningsåtgärder i monteringslinan. Detta
koncept är att föredra framför separat applicering av smörjmedel vid
monteringen. Om endast ett fåtal detaljer skall monteras kan man dock överväga
att smörja separat vid monteringen.
Svensk fordonsindustri siktar på ett friktionsintervall µtot = 0,10 - 0,16
med ett målvärde på µtot = 0,13. Inom detta intervall blir klämkraftspridningen
i storleksordningen ± 20 %, även med ett exakt åtdragningsmoment. Om man
dessutom beaktar att monteringsmomentet sprider med ca ± 15 % så blir den
resulterande spridningen i klämkraft ca ± 30 % vid momentstyrd montering.
Förband som är konstruerade för att användas utan extra friktionsreglerande
medel får absolut inte smörjas in.
3 Ytors friktion
En detaljs friktion bestäms av ytjämnhet och material i ytskiktet. Vissa
material, som olika plaster (t ex PTFE) och lacker, har mycket låg friktion. En
del föreningar, som grafit och molybdendisulfid (MoS2) har
låg friktion genom att de är uppbyggda av skikt som kan glida mot varandra. Rena
metallytor har ofta hög friktion och om de glider mot varandra, vid t ex
skruvmontering, finns det risk för skärning eller gängsvetsning. Skruvar måste
därför ha en lämplig ytbehandling.
Tidigare var förzinkade skruvar med blank-, gul- eller svartkromat
dominerande. Kromatskikten gav jämn friktion. Användning av kromat har nu fasats
ut på grund av hälso- och miljöaspekter. Alternativa ytbehandlingar med ytskikt
utan kromater har inte alltid samma stabila friktionsvärden utan
passiveringsskikten behöver ofta kompletteras med ett friktionsreglerande
toppskikt (sealer). Nedan visas nominella värden för friktion mellan olika
ytskikt på stålskruvar och muttrar. Värdena bör endast tas som riktvärden då
variationer mellan material och processer givetvis påverkar och det finns alltid
en spridning.
| Skruv |
Mutter/Godsgänga |
Torr |
Olja |
MoS2 |
Vax |
| Stål |
Stål |
0,14 |
0,125 |
0,10 |
0,06 |
| Fosfaterad |
Fosfaterad / Obehandlad |
0,125 |
0,10 |
0,08 |
0,06 |
| Elförzinkad + kromat |
Elförzinkad / Obehandlad |
0,14 |
0,10 |
- |
0,06 |
| Varmförzink |
Varmförzinkad / Obehandlad |
0,20 |
0,14 |
- |
0,06 |
| Epoxibelagd |
Epoxi / Obehandlad |
0,20 |
0,14 |
0,10 |
0,06 |
| Elförzinkad + kromat |
Lättmetall |
- |
0,125 |
- |
- |
| Varmförzinkad |
Lättmetall |
- |
0,16 |
- |
- |
| Rostfritt |
Rostfritt / Lättmetall |
- |
0,20 |
- |
0,14 |
Figur 2. Gängfriktion mellan olika ytskikt på skruv
och mutter. Värdena är nominella och det finns alltid en spridning [4].
Figuren nedan visar omräkningsfaktorer för olika material beroende på om de
är insmorda eller inte. Obehandlad skruv levereras vanligen insmord med olja för
att skydda mot korrosion. Denna har därför omräkningsfaktorn 1.
| Skruv |
Mutter / Godsgänga |
Torr |
Olja |
MoS2 |
Vax |
| Obehandlad |
Obehandlad |
0,96 |
1 |
0,86 |
0,63 |
| Fosfaterad |
Fosfaterad / Obehandlad |
0,9 |
0,86 |
0,77 |
0,63 |
| Elförzinkad |
Elförzinkad / Obehandlad |
0,96 |
0,86 |
- |
0,63 |
| Elförzinkad |
Lättmetall |
- |
0,94 |
- |
- |
| Varmförzinkad |
Varmförzinkad / Obehandlad |
1,17 |
1,07 |
- |
0,63 |
| Varmförzinkad |
Lättmetall |
- |
1,04 |
- |
- |
| Rostfritt |
Rostfritt / Lättmetall |
- |
0,84 |
- |
1 |
Figur 3. Omräkningsfaktorer för åtdragningsmoment
[4].
Vax ger både lägre friktion och mindre spridning än olja vilket medför att en
högre och mer konsistent klämkraft uppnås genom det pålagda momentet. Därav den
lägre omräkningsfaktorn för vax. För skruv och mutter av rostfritt stål ökar
smörjning med olja eller emulsion friktionen och förspänningskraftens spridning.
Därav det lägre momentet jämfört med vax.
4 Smörjmedel
Smörjmedlets huvuduppgift är att reducera och stabilisera friktionen och
därmed säkerställa skruvförbandets funktion och göra det möjligt att demontera
förbandet även efter lång tid i drift. Smörjmedlet kan också ha en viss tätande
funktion och hindra fukt och korrosiva gaser att tränga in och orsaka korrosion
i gängorna. Smörjning kan dock inte ersätta gängtätning vid högre krav.
Smörjning används även för skruvförband utsatta för höga temperaturer. Det är
då viktigt att hitta en produkt som dels ger jämn monteringsfriktion, dels
klarar höga temperaturer och även förhindrar fastbränning av ingående artiklar
vilket kan ge dyrbara reparationer. För fordonsindustrin är processbarhet i
massproduktion med jämn kvalitet en mycket viktig aspekt.
För att få en lagom låg och väldefinierad friktion kan olika typer av
glidfilmer eller smörjmedel användas. Dessa kan indelas i torra smörjfilmer som
har applicerats i förväg eller i olja, fett och pastor som appliceras vid
monteringen. Då skruvar tillverkas i olika material och används i vitt skilda
miljöer finns det inget allround smörjmedel som är bäst för alla tillämpningar
[5].
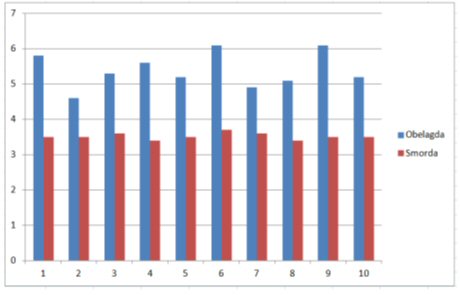
Figur 4. Effekten av smörjning på
det effektiva åtdragningsmomentet, dvs det pålagda moment som resulterar i
förspänning, för obehandlade respektive smorda skruvar.
Olja och fett (vax)
Smörjmedlen förekommer huvudsakligen
i två former: Olja eller fett. Oljan är flytande medan fettet är fast så fett
kan vara en olja med förtjockningsmedel. Olja finns i olika viskositeter och i
olika kemiska former. De flesta är olika typer av mineraloljor utvunna ur
råolja. Det finns även vegetabiliska och syntetiska oljor.
De allra flesta smörjmedel har dessutom tillsatser för att förbättra
egenskaperna. Exempel på detta kan vara EP-additiv för att minska
skärningsrisken, AW-additiv för att minska slitaget, antioxidanter,
förtjockningsmedel, korrosionsinhibitorer m.m. I fett används ofta icke reaktiva
fasta smörjämnen för att förstärka antiskärnings- och slitageskyddsegenskaperna.
Exempel på sådana är molybdendisulfid, grafit, PTFE samt en lång rad olika
kalcium- och zinkföreningar.
Olja och fett för att reglera friktionen bör appliceras på fästelement i
direkt anslutning till monteringen. Då de ger en kladdig yta finns det risk att
den insmorda ytan drar åt sig och håller fast partiklar som kan inverka på
monteringen. Det är därför viktigt att behållare, penslar o dyl. är skyddade så
inte smörjmedlet förorenas. Smörjmedlen kan också ha andra funktioner som t.ex.
tätningsförmåga, korrosionsskydd och värmeledning.
Grundregeln för svensk fordonsindustri är dock att olja och fett ej används
separat i en slutmontering utan fästelementen har ett integrerat beröringstorrt
smörjmedel i sin ytbehandling.
Torra smörjfilmer
Torra smörjfilmer appliceras genom
doppning eller doppcentrifugering av hela batchen fästelement i en suspension av
fasta smörjämnen i vatten. Detaljerna ska vara avfettade. Appliceringen sker
ofta direkt efter ytbeläggning och passivering. Smörjämnena kan vara MoS2 och
högmolekylära polymerer. Vissa smörjmedel som glidlacker kan appliceras med
sprutsystem. Efter avdunstning av vattnet återstår en torr, vidhäftande
smörjfilm. Ofta används torkning med varmluft vid 50 – 60 °C. Smörjfilmen
påverkar inte övriga egenskaper hos det belagda materialet. Torra smörjfilmer
som MoS2 ”Molycote” i lämpligt lösningsmedel kan också sprayas eller smörjas på
direkt vid monteringen. Det är viktigt att skaka om behållaren så det smörjande
ämnet fördelas jämnt.
Torra smörjfilmer är dominerande på skruvar inom fordonsindustrin för
montering på utvändiga skruvförband. Att hanteringen är ren utan kladdiga
skruvar är en stor fördel.
5 Referenser
[1] ISO 16047.
[2] Atlas Copco, Pocket guide to tightening
technique.
[3] Kamax, Bolt and screw compendium.
[4] Bultens
Teknikhandbok, Ordning ur kaos
[5] Gleitmo, www.gleitmo.se
Uppdaterad 2020-01-02
|
