
Historik
Redan de gamla romarna kände till skruvens princip, som återfinns i en rad ting från deras tid. De använde dock inte skruvar till att fästa och förena. För detta använde de lim, spikar, tappar och kilar – men inte skruvar. En trolig orsak var att de inte kunde framställa härdat stål, något som behövs för att göra skruvar.
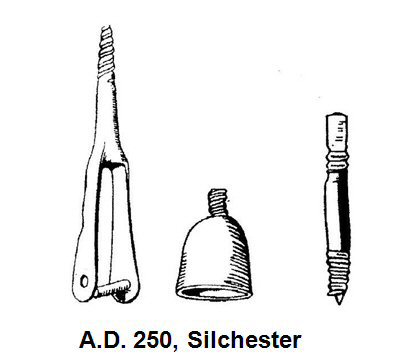
Figur 1. Skruvens princip från 250 B.C.
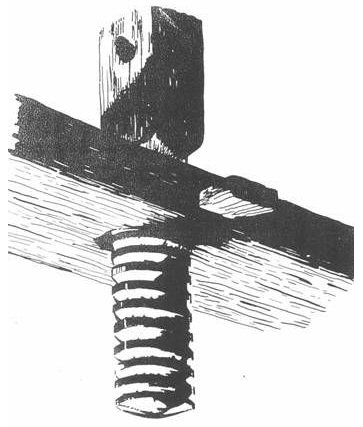
Figur 2. Träskruv från 1400-talets Tyskland.
De första skruvarna återfinns i rustningar från 1400-talet. De var för det mesta fästa med muttrar, med eller utan vingar. Små skruvar som måste fästas eller lossas med ett särskilt verktyg användes främst i skjutvapnens avfyrningsmekanism, först i de enkla luntlåsen och sedan i de mer komplicerade hjul- och flintlåsen. Skruvar var där en nödvändighet, för i motsats till spikar har även mycket korta skruvar en stor sammanhållningsförmåga, vilket behövdes för att hålla de små mekanismerna i metall väl fästade. Dessutom innehöll dessa mekanismer detaljer som måste bytas med jämna mellanrum.
Skruvar var till en början mycket dyra. De framställdes länge för hand, med skärmutter eller långsamt med fil, varefter spåret i huvudet formades med bågsåg. Någon standardisering var det inte frågan om utan variationen i diameter och spårvridning var stor. Redan på 1710-talet började man i Sverige att framställa järnskruvar med svarvning. Femtio år senare kom det stora genombrottet när man i England patenterade en metod där man med hjälp av automatstyrd svarvning kunde gå från ämne till färdig skruv på sex till sju sekunder – tidigare hade processen tagit lika många minuter. Det hela fullbordades på 1840-talet av en amerikansk mekaniker som dels gjorde processen helt automatisk, dels tog fram en metod att göra spetsiga skruvar med raka släta skaft, vilket ger den bästa fästkraften. De nya skruvarna var inte bara avsevärt billigare, de var också av markant bättre kvalitet. De nya skruvarna kunde användas till att göra mindre maskiner och maskiner med betydligt bättre precision. De blev då avsevärt mycket effektivare vilket var mycket viktigt för industrialiseringen. Priset föll brant – efterfrågan ökade brant. År 1800 tillverkades det i England knappt 1,4 miljoner skruvar; sextio år senare var årsproduktionen över en miljard.
För skruvar är det mycket viktigt att de följer samma standard. Tidigare hade varje tillverkare sin egen gängprofil och stegring. I Sverige fick vi på 1920-talet flera nationella standarder, bland annat på gängor, skruvar, muttrar och liknande fästelement. Under 1970-talet var det nära att det blev två globala men oförenliga metriska gäng- och skruvsystem då USA och Canada ville införa stora förändringar. Sverige hade ett stort inflytande över utvecklingen och lyckades förena tyska, ryska och amerikanska särintressen till ett enda internationellt system av metriska gängor och gängtoleranser. Det blev den ISO-standard som kanske är den mest betydelsefulla standarden av alla. Metrisk gänga är idag vanligast men fortfarande används i hög utsträckning tumgängor av olika slag, t ex. UNC (Unified Coarse) och UNF (Unified Fine).
Den stora händelsen 1927 var utan tvekan Charles Lindberghs 33 timmars färd över Atlanten i ett enmotorigt flygplan hopmonterat av tusentals fästelement, varav inget var korrekt konstruerat… 1927 var också året då kraft – förlängningsdiagrammet för skruvförband utvecklades i Tyskland. Detta var den första metoden för att systematiskt konstruera skruvförband.
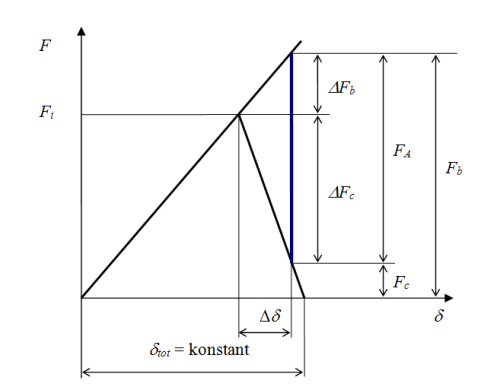
Figur 3. Kraft – förlängningsdiagram för skruvförband.
1969 var den stora händelsen när Armstrong, Aldrin och Collins landade på månen. De kom dit i en rymdfarkost bestående av 80 000 delar – alla inköpta till lägsta pris – sammanhållna av fästelement som kunde lossna. 1969 publicerades i Tyskland den första artikeln när, varför och hur skruvar lossnar.
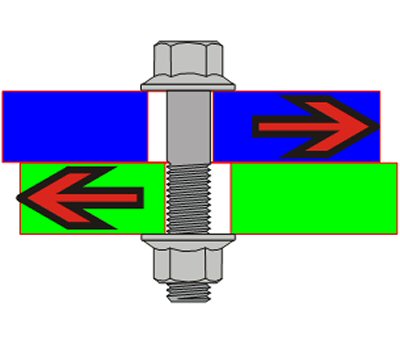
Figur 4. Junkers teori om skruvar som lossnar.
Skruvförband och fästelement fortsätter att utvecklas genom förbättrade material och geometrier, ytbehandlingar, beräknings- och dimensioneringsmetoder, monteringsmetoder, kvalitetssäkring och specialanpassningar för att lösa speciella problem. Idag är det stort fokus på att konstruera och fullt ut utnyttja optimerade skruvförband för att spara vikt och t ex. reducera bränsleförbrukningen för fordon.
Uppdaterad 2010-07-23
|
