
Tätande förband - lång
Kort version
1 Definition
I detta kapitel behandlas statiska tätande förband av flänstyp, dvs skruvförband som förutom en tätande funktion har en fasthållande eller kraftöverförande funktion.
I förbandet ingår minst två komponenter som ska hopmonteras samt en tätning, ibland kallad packning. I fordon kan mediet som ska tätas vara oljor av olika slag, bränslen t ex dieselolja, bensin eller alkohol, kylvätska, kylmedia, luft, gaser mm.
Det finns ett flertal tätande förband på moderna fordon och vid konstruktion finns det ett stort antal faktorer att beakta.
2 Täthetskrav
Tätningens funktion är att förhindra läckage. Då det finns olika grader av läckage bör man tänka igenom vilket krav på täthet som ska uppfyllas. En läckageskala kan vara till hjälp, se mer avsnitt 5 Provning. I modern konstruktion sätter man oftast kravet att det ska vara helt tätt men strängt taget finns det inget som är absolut tätt. Om man vid utprovningen hittar tecken till läckage kanske det trots allt kan bedömas som acceptabelt. Det kan också föreligga miljökrav, t ex att det inte får genereras läckage som begränsar kundens användning av fordonet. Exempel är krav på renhet vid livsmedelstransporter.
3 Tätningstyper
Tidigare vanliga tätningar t ex läder, kork, enkla fiberpackningar och metall-asbestpackningar ser man numera bara på museibilar. De krävde efterdragning, dvs täta serviceintervall och hade en begränsad livslängd.
Fiberpackningarna har dock vidareutvecklats och moderna versioner användes fortfarande med fördel i vissa förband. Därutöver har framkommit en mångfald andra typer av tätningar anpassade för olika behov, som ger täta förband och som inte kräver efterdragning.
 |
Fibertätningar består numera av t ex syntetfibrer, ett bindemedel och ett fyllnadsmedel. De kräver ett högt yttryck vilket innebär styva tätflänsar och tätt mellan skruvarna i förbandet. I sådana fall har fiberpackningen en god tätande förmåga och klarar dessutom en viss grad av dåliga ytor och oplanheter. Den förmågan kan ökas genom pålagda bommar av t ex polyuretan eller ett utförande som svällpackning, dvs packningen sväller vid kontakt med t ex olja, se figuren. I den visas ett utförande med sk laxstjärtskarvar för att minska materialspillet vid tillverkningen. Stora fördelar är ett lågt pris och robusta förband med enkel montering i produktion och vid service. De går snabbt att ta fram och har låga verktygskostnader. Huvudproblemet är fiberpackningens sättning vilket måste kompenseras med långa skruvar dvs lång klämlängd för att undvika efterdragning.
För mer information se Ref. 1-3. På moderna fordon användes fortfarande fiberpackningar, bl a på motoroljesumpar.
Stålplåt användes idag t ex som cylinderhuvudpackning i motorer. Det är en relativt mjuk obelagd plåt i ett eller flera lager som kläms fast mellan cylinderns överkant och cylinderhuvudet och därigenom tätar förbränningsrummet. De vanligtvis kraftiga och långa skruvarna för cylinderhuvudet ger tillräckligt yttryck för en pålitlig tätning. I plåten kan gummitätningar fastvulkaniseras för t ex kylvätskepassage. För mer information se Ref. 1-2.
Elastomerbelagd plåt ersätter fibertätningar i många fall då den har minimal sättning. Tätningen består av en tunn plåt, ca 0,25 mm "carrier" belagd på båda sidor med ett tunt lager elastomer "coating" anpassat för mediet som ska avtätas, se figuren.
En präglad rilla "bead" i plåten tar upp formfel och elastomeren fyller ut ytojämnheter.
Tätningen kräver ett visst yttryck vilket innebär styva tätflänsar och tätt mellan skruvarna i förbandet.
Tätningen är enkel att hantera och montera och har ett lägre pris än t ex metallburen gummiprofil. En nackdel är att tätningen är känslig för rörelser i tätningsplanet eftersom elastomerytan är relativt tunn och ej tål mycket slitage.
För mer information se Ref. 1-4.
Gummitätningar ersätter fibertätningar i många fall och ger minimal sättning i förbandet då gummit ligger i ett spår för sig och förbandets komponenter dras dikt mot varandra. Gummitypen kan anpassas för mediet som ska avtätas.
Tätning med gummiprofil är troligen den bästa typen av tätning om den konstrueras rätt, dvs med omsorg vid val av gummikvalitet och dimensionering. Viss vägledning kan fås från information för O-ringar. För att underlätta montering måste tätningen sitta fast i spåret. En metod är limning, en annan är att förse gummit med bulor på lämpliga ställen, se figuren. Tätningen är lämplig för lättmetallkåpor och lock som ska öppnas vid service och tillåter gles skruvdelning och begränsat yttryck.
O-ringar är ett specialfall av gummitätningar och har en enkel geometri, se figur, avpassade för cirkulära spår i sig enkelt utformade. De passar särskilt bra för medier under högre tryck. I övrigt gäller samma kommentarer som för gummitätningar, se ovan. För mer information se Ref. 5-6.

Metallburen gummiprofil eller gummimetall-packning består av en plåtprofil med fast-vulkaniserade elastomertätningar.
En stor fördel är att det går att vulkanisera fast olika varianter av elastomerer på olika positioner på plåten. Därmed kan en och samma tätning utformas att täta mot olika medier t ex olja och kylvätska. Andra fördelar är minimal sättning samt att tätningen klarar rörelser i förbandet. Tätningen är dyr vilket kan vägas upp av snabbare och säkrare montering i sådana fall man annars skulle ha ett antal separata tätningar. Lämplig för t ex motorförband genom vilka flera medier passerar. För mer information se Ref. 1-3.
CIPG står för ’cured in place gasket’ och består av en silikonsträng som vid påläggningen häftar fast på den ena komponenten oftast i ett spår och får en gummilik struktur, se figuren. Strängen kan ta upp större ytdefekter på fästytan och ändå ge ett tätt förband. Andra fördelar är minimal sättning i förbandet och förenklad slutmontering då silikonet kan läggas på hos leverantören av komponenten.
Olika silikonkvaliteter ger materialet ett brett spektrum av applikationer men det lämpar sig bäst för luft eller kylvätska. Varm kylvätska och varm olja kan diffundera genom tätningen med en "svettning" av utsidan som följd.
Nackdelar är att silikonet är känsligt mot rivning och kan sätta sig med tiden samt är besvärligt som reservdel.
CIPG är ett alternativ till gummitätning särskilt för större komponenter, t ex luckor där en lös gummitätning skulle vara för otymplig.
För mer information se Ref. 1, 2 och 7.
Tätningsmassa t ex våtsilikon är ännu en ersättning för fibertätning och blir allt vanligare i modern fordonsindustri. Tätningen består av att våt silikon spritsas ut på ena komponentens tätningsyta nära en fas som ska finnas på ytans insida mot mediet som ska avtätas. Då komponenterna monteras ihop pressas silikonet undan och bildar en tunn film mellan tätningsplanen samtidigt som det undanträngda silikonet bildar en sträng vid i huvudsak tätningspringans insida, se figuren. Förbandet har minimal sättning och vid god vidhäftning är det mycket tätt och kan klara viss rörelse mellan komponenterna. Tätningen bör dock undvikas i oljekanaler då eventuella "skäggrester" kan fastna och hindra flödet. Påläggningen i montering innebär en skrymmande utrustning och en viss tid för härdning innan exponering för mediet som ska tätas. För mer information se Ref. 7.
Tätningsvätska eller anaerob flänstätning (lim) fungerar bäst i små spalter och är användbar främst i styva inbyggnader. Det beror bl a på limmets låga elasticitet och att dess hållfasthet sjunker vid högre temperaturer. Påläggningen i montering innebär en skrymmande utrustning samt stora krav på renhet och god ventilation det senare av miljöskäl. För mer information se Ref. 8. Både tätningsmassor och -vätskor bör av serviceskäl begränsas till sådana förband som normalt inte öppnas under produktens livscykel.
4 Konstruktionssynpunkter
Målsättningen bör vara ett förband med tillräcklig klämkraft både för tätningen och övriga funktioner under förbandets hela livscykel utan någon efterdragning och helst inte heller någon efterkontroll. Det finns en mångfald av förband på moderna fordon och vid konstruktion finns det därför ett stort antal faktorer att beakta. Man bör ställa upp en egen kravlista för att inte missa någon faktor.
Man kan se tre vägar vid konstruktion:
1. I första hand försök att undvika ett delat förband och förena hellre komponenterna i ett stycke.
2. I styva förband kan en lösning med tätningen som en del i kraftöverföringen vara möjlig.
3. I vekare förband kan lösningen vara en tätning skild från kraftöverföringen.
Vid nykonstruktion kan beräkningsprogram typ GPS och FEM vara till hjälp men vanligare är att utgå från erfarenheter av tidigare konstruktioner. Prototyper kan möjliggöra trial and error men tidsutrymmet för större ändringar av komponenterna brukar vid det laget vara begränsat. Vid eventuellt läckage får man istället försöka en annan typ av tätning lämpligen i samråd med tätningstillverkare. Överhuvudtaget rekommenderas en tidig kontakt med tillverkare av tänkt tätning som har kunskap om konstruktion och utprovning.
I fall med styva förband ges möjlighet till fibertätning med dess fördelar, bl a lågt pris. Alternativ kan vara elastomerbelagd plåt eller våtsilikon.
Valet av skruvavstånd i dessa fall är mycket viktigt för att skapa lämpligt yttryck för tätningen, särskilt viktigt för reservoarer typ oljesumpar, där en tumregel kan vara max 8 x skruvdiametern. För medier under högre tryck måste kortare avstånd väljas.

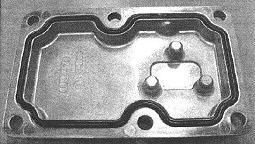
Man bör se till att mittlinjen mellan skruvcentrum till största delen ligger på tätningsplanet för att få ett bra yttryck, se ovanstående figur. En svag punkt yttrycksmässigt är kring styrpinnar. Det kan lösas med styrhylsor vid några skruvar.
Långa skruvar som ger tillräcklig klämlängd för att kompensera sättningen krävs för fiberpackningar. Speciellt viktigt om förbandet omfattar en känslig lagerinstallation.
Förband mellan lättmetall och t ex gjutjärn och för varma medier kräver särskild uppmärksamhet. Materialens olika längdutvidgning kan leda till att i de fall fiberpackning användes kan dess tillåtna sättning överskridas och förbandets förspänning bli otillräcklig vid kallt tillstånd.
Att åtgärda en läckande fiberpackning genom hårdare åtdragning kan få en motsatt effekt om det tillåtna yttrycket överskrides. Lösningen torde vara att söka annan fibertätning eller annan typ av tätning.
Exempel på krävande förband på en förbränningsmotor är T-fogar, t ex där oljesumpen möter mot motorblock och ansluten transmissionskåpa. En lösning är en tillräckligt tjock fibertätning, en annan att förlägga en extra tätning i T-et.
Högtemperaturförband som avgassamlarröret mot cylinderhuvudet utförs ofta med en tjockare fibertätning med grafit och kräver långa skruvar, med fördel värmefasta. Förbandet avgassamlarrör mot eventuell avgasturbo utförs ofta med en tätning i stålplåt med rilla pga de mycket höga temperaturerna.
I fall med vekare förband typ tunna lock och luckor kan möjligheterna till förstyvning och kortare skruvavstånd vara begränsade. Fungerar inte en fiberpackning bör man välja en gummitätning och i specialfall en O-ring alternativt CIPG förlagd i ett spår i luckan. För gott resultat måste tätning och spårdjup väljas med omsorg för att med alla toleranser ge lämplig komprimering av gummit.
Pressgjutna spår i t ex lättmetallkåpor är mycket vanliga men känsliga för slitage i pressverktyget vilket kan leda till läckage i förbandet. Om det inte går att styra gjutprocessen med regelbundna verktygsbyten bör efterbearbetning av det gjutna spåret övervägas. Tätningsspåret bör lämpligen sitta på undersidan av den komponent som monteras överst. Detta för att undvika smutssamling vid montering. Det kräver dock någon fasthållande funktion för att gummit ej ska falla ur eller komma fel vid monteringen. För större lock passar därför CIPG bättre än gummitätning.
Tunna lock av lättmetall mot gjutjärn kräver uppmärksamhet på att locket kan bukta ut mellan skruvarna vid hög arbetstemperatur pga materialens olika längdutvidgning.
I förband med olika medier kan en gummimetallpackning vara lämplig med stora fördelar i hantering och montering. Det är vanligt förekommande på större dieselmotorer där ett specialfall kan vara en cylinderhuvudpackning i vilken de olika gummitätningarna tätar olika medier och själva metallplåten tätar direkt mellan cylinderhuvud och cylinderns överkant.
Övriga synpunkter att beakta är att för samtliga typer av tätningar finns olika krav på tätningsytorna, bl a rakhet, planhet, ytjämnhet och begränsad vågighet. Information kan hämtas från olika leverantörer, se avsnitt 6 Referenser.

För att underlätta montering och kontroll bör tätningen ha någon utanför tätningsytan utstickande och synlig del. För gummitätningar och helst även för O-ringar en s k flärp, se figuren. Flärpen kan dels tjänstgöra som handtag vid montering och demontering, dels ge möjlighet att visuellt kontrollera att tätningen är på plats. På flärpen kan artikelnummer mm lätt anges.
Vad gäller val av skruvar bör pinnskruvar undvikas av kostnads- och monteringsskäl.
Bäst är skruv med gängade bottenhål och skruvarna bör ha samma diameter och helst samma längd. Går inte det senare bör skruvlängderna väljas i steg så att kortare skruvar ej tar gänga på de längre skruvarnas plats och de längre skruvarna sticker ut vid full igängning på de kortare skruvarnas plats.
För monteringen måste plats ges för åtdragningsverktyget som företrädesvis bör vara av rak standardtyp. En del förband kan kräva korsvis dragning eventuellt dubbel dragning men mest fördelaktigt både ur fabriksmonterings- och servicesynpunkt är ett förband utan krav på åtdragningsföljd. Det rekommenderas att redan tidigt stämma av med montering och service för att undvika kostsamma verktyg och metoder.
Åtdragningsmoment, strategi och toleranser ska redan från början föras in på ritning för att undvika senare problem.
5 Provning
Man ska prova förbandet under så verkliga omständigheter som möjligt.
Faktorer som mekanisk belastning, vibrationer, aggressivitet, temperatur och tryck hos mediet mm kan ha stor inverkan.
Proven bör i viktigare fall omfatta 1/ Riggprov (lab.prov) , 2/ Bilprov (prov på lab.fordon) samt 3/ Fältprov (fordon hos kund).
För bedömning av läckage av vätskor kan en visuell läckageskala användas,
ett förslag är:
Läckageklass 0 – Tätt, inga synliga indikationer på läckage
Läckageklass 1 – Spår av fuktning
Läckageklass 2 – Fuktig fet yta
Läckageklass 3 – Fuktspridning på ytan
Läckageklass 4 – Läckageytan blöt
Läckageklass 5 – Droppe hänger under läckagestället
Läckageklass 6 – Flera droppar hänger under läckagestället
Läckageklass 7 – Droppar på marken under fordonet
Läckageklass 8 – Droppar oavbrutet
Läckageklass 9 – Rinner från läckagestället
För bedömning av läckage av luft eller gas kan man pensla såpvätska på förbandet eller mäta tryckfall i mediet över tiden.
I båda dessa fall bör man sätta upp en läckageskala för att få en enhetlig bedömning.
När det läcker kan det vara svårt att hitta själva läckagestället och orsaken till läckaget. Det finns flera olika hjälpmedel för felsökningen. För oljor kan man vitmåla komponenterna eller använda tillsatser i mediet som fluorescerar i UV-ljus.
För luft och gaser under tryck kan man pensla såpvätska på förbandet, se ovan, alternativt trycksätta det och vid nedsänkning i vatten studera bubbelbildningen.
Andra hjälpmedel är att studera yttrycket i förbandet med tryckfilm t ex FUJI-film som läggs på tätningsytan. Filmen är en utveckling av forna tiders märkfärg.
Efter åtdragning och lossning av förbandet kan yttrycket avläsas på filmen med en färgskala och svaga ställen avslöjar sig tydligt, se mer Ref. 9.
Det finns även yttrycksgivare t ex Tekscan, också en tunn film som läggs på tätningsytan. Yttrycket presenteras på en dataskärm, se mer Ref. 10.
6 Referenser
- www.elringklinger.de
- www.reinz.de
- www.sealinfo.com
- www.wolverinegasketmaterials.com
- www.dichtomatik.de
- www.tss.trelleborg.com
- www.dowcorning.com/content/auto/aboutcipg.asp
- www.loctite.com
- www.fujifilm.com
- www.tekscan.com
Uppdaterad 2013-12-16
|



