
Metoder att mäta förspänning - lång
Kort
version
1. Förspänning
Förspänning definieras som den klämkraft som föreligger i ett monterat
skruvförband. Ofta mäts detta emellertid indirekt i form av restmoment, se
kapitlet Momentkontrollmetoder. För att direkt utvärdera klämkraft finns ett
antal olika metoder beroende på noggrannhetskrav, se Tabell 1:
Tabell 1. Mätparameter och mätnoggrannhet
med olika metoder för
att mäta ett skruvförbands förspänning
(klämkraft).
|
Metod |
Mätparameter |
Omvandling till
klämkraft via |
Klämkraft
noggrannhet |
|
Tryckpapper |
Färgmättnad
(index) |
Likare |
± 50
% |
|
Ultraljud
(ett slags ekolod) |
Tidsförskjutning
(ms) |
Material –
temperatur- algoritm |
± 20-40
% |
|
Mätklocka |
Längd
(µm) |
Kalibrering |
± 20
% |
|
Trådtöjningsgivare |
Spänning
(mV) |
Kalibrering |
± 5
% |
|
Klämkraftgivare |
Kraft
(kN) |
Ingen
omvandling |
± 5
% |
2. Tryckpapper
Tryckpapper består av en
tryckkänslig film som läggs mellan fogade delar innan montering. Efter montering
och demontering kan man se vilka delar av förbandets mellanytor som har varit
trycksatta genom att filmen där har ändrat färg, se Figur 1. Vissa filmer kan ge
olika nyanser av färg beroende på tryck och man kan se om trycket har varit ca
50 MPa eller ca 200 MPa.
Genom att räkna på ytan kan man så få en uppfattning om klämkraften.

Figur 1. Tryckpapperanalys av klämkraft.
Fotografiet visar ett prov utfört med ett tvåskruvförband. Med kännedom om
papprets tryckkänslighetsområde, t ex ändrar färg vid ca 100 MPa, samt en
uppskattning av rödfärgad area kan klämkraften beräknas.
3. Ultraljud
Ultraljudstekniken kan
lättast beskrivas som en slags ekolodteknik. En sond placeras på skruvskallens
huvud. Denna skickar ut en signal som studsar mot skruvspetsens ändyta och
tillbaka igen, se Figur 2. Detta tar en viss tid. Innan montering mäts denna tid
och definieras som klämkraft 0 kN.
Efter montering tar signalen en längre tid på sig. Dels på grund av att
skruven faktiskt blir längre, ca 0.1 mm, men också på grund av att signalens
fortplantning går långsammare genom elastiskt förspända, förlängda,
stålkorn.
Denna tidsförskjutning svarar mot klämkraften. Vissa utrustningar har en
funktion inbyggd så att klämkraften kan ges direkt. Detta kräver dock att
klämlängden kan anges. Verklig klämlängd kan emellanåt vara svår att specificera
och därför kan en kalibrering i klämkraftrigg vara lämplig. Här är det viktigt
att skruven monteras i autentisk gänga och på samma sätt som i verkligt förband.
Vidare bör underlaget under skruvskallen vara detsamma som i verkligt
förband.
Ultraljudsmätning i sig ger en mätnoggrannhet om ca 10 % och med 10 %
mätnoggrannhet i kalibreringsförfarandet blir den resulterande mätnoggrannheten
ca 20 %. I de fall då förbandet består av en skruv kortare än ca 4d måste en
styvhetsberäkning genomföras. Skruven är för kort för att kalibreras i
klämkraftrigg. Mätnoggrannheten blir då lägre, ca 40 %.
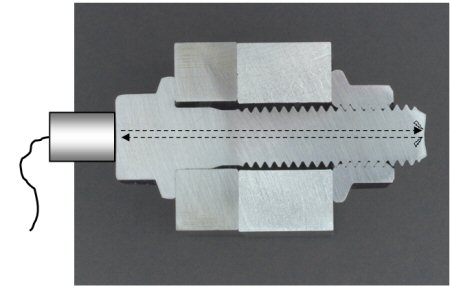
Figur 2. Schematisk illustration av
Ultraljudsmetodens signalgång
genom skruven.
Egentligen skall skruvens ändytor vara planslipade och parallella i
förhållande till varandra för att signalen ska komma tillbaks till sonden på ett
bra sätt. Vidare behövs för att signalen ska kunna skickas genom skruven en av
följande två komponenter:
1) en glycerin (olja) som läggs mellan sond
och skruvskalle, eller
2) ett piezoelektriskt element som limmas fast på
skruvskallen
innan mätningen startar.
Metoden lämpar sig väl vid ensidig åtkomst och då förbandet har varit påkänt
t ex vid ett vagnprov eller motorprov i rigg. Idag finns bärbar utrustning som
drivs med vanliga batterier, se Figur 3, så mätning ute på fältet är möjlig.
OBS! Viktigt att tänka på är att signalhastigheten är en funktion av
temperatur. För att komma runt detta kan en utrustning med externt termoelement
användas. Alternativt måste objektet ha samma temperatur vid båda
mättillfällena.

Figur 3. Bärbar ultraljudsutrustning som tack vare
sin batteridrift och sitt temperaturelement kan användas vid provning ute på
fältet.
4. Mätklocka
Genom att mäta skruvens längd innan och
efter montering kan med kännedom om skruvstammens styvhet klämkraften beräknas.
Metoden kräver åtkomst på skruven från båda håll, se Figur 4.

Figur 4. Mikrometer applicerad på ett förband i
syfte att mäta skruvens längd i monterat förband. I stället för mikrometer kan
fixtur och digital mätklocka användas. I båda fallen är det viktigt att
skruvändarna körnslås och att mätdornet har mätspetsar med en konvinkel något
mindre än körnaren.
Skruvstammens styvhet mäts i klämkraftrigg för längre skruv och beräknas för
kortare skruv som inte kan provas i klämkraftrigg. Samma förfarande gäller
som vid ultraljudskalibrering med den skillnaden att man nu mäter med mikrometer
eller mätklocka
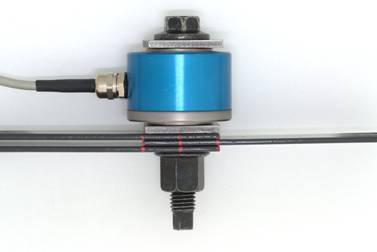
5. Trådtöjningsgivare
Trådtöjningsgivare är en
elektronisk komponent som limmas på lämplig yta i ett skruvförband, se Figur 5.
Givarens tråd förlängs när förbandet förspänns vilket orsakar en ökad resistans
som i sin tur ger ett spänningsfall som kan registreras.

Figur 5. Trådtöjningsgivare i form av en full
Wetson-brygga limmad på en skruvstam
Efter montering av givaren behöver den kalibreras. Om givaren limmas på
skruvstammen är detta normalt inga problem. Man sätter helt enkelt upp skruven i
en dragprovmaskin och tar fram förhållandet mellan spänningsfall och kraft. För
att vara på den säkra sidan brukar man limma flera givare i form av en full
Wetson-brygga på skruvstammen. I annat fall kan böjspänningar ge en felaktig
kraftuppskattning.
6. Klämkraftgivare
Klämkraftgivare kan monteras i
förbandet och ger direkt den klämkraft som uppstår. Nackdelen är att förbandet
då inte är detsamma. Denna metod är därför lämplig då monterings- eller
glidfriktion ska analyseras, se Figur 6.
I båda fallen används en längre skruv än vad som är normalt. Huvudsaken är
att friktionsytorna är autentiska. Vid analys av glidfriktionen gäller detta de
kontaktytor som rör sig relativt varandra i ett statiskt skjuvprov. Vid
monteringsfriktionsanalys gäller det de ytor som skruven rör sig mot, d v s
invändig gänga och underlag.
Figur 6. Foto av ett förband med apterad
klämkraftgivare. I detta fall ett tvåskärförband i vilket glidfriktionen hos
lackerade plåtar analyseras.
Uppdaterad 2020-01-02
|
