
Konstruera monteringsvänligt - lång
Kort
version
1. Allmänt
Vid konstruktion av fordonskomponenter och tillhörande skruvförband måste ett
stort antal faktorer beaktas varav många berör monteringen. Konstruktören kan
bli tvungen att kompromissa mellan de olika kraven vilket ibland kan medföra
försvårad montering. Förutom fabriksmonteringen måste hänsyn också tas till
service och reparation då förbanden både ska lossas och återmonteras.
I detta
kapitel redovisas i första hand faktorer som ger enkel, snabb och säker
montering. Några exempel på verktygsutformning ges också.
Vid konstruktion bör kontakt tidigt tas både med produktionsteknik/beredning
och ansvariga för service för bestämning av verktyg och åtkomlighet för
verktygshuvuden, mothåll mm.
2. Verktyg och åtkomlighet
Verktyg för åtdragning finns av många olika slag:
- Enkla handverktyg typ skiftnyckel och fasta öppna nycklar.
- Handverktyg med omslutande grepp typ hylsor och ringnycklar.
- Handhållen maskin med hylsor.
- Fast maskinanordning mestadels med krafthylsor.
- Maskinverktygen kan vara av enkel eller multipeltyp.
- De kan också vara av pneumatisk pulserande eller elektrisk segdragande
typ.
Vid konstruktion bör man utgå från segdragande verktyg med hylsor och för
service och reparation handverktyg med omslutande grepp.
Pneumatiska slående
verktyg ska inte användas och öppna handverktyg hör numera inte hemma på moderna
fordon.
Figur 1. Exempel på
monteringsverktyg.
3. Utformning av komponenter och förbandet.
Förbandets samtliga komponenter bör vara oömma och lätta att hantera för hand
eller vid behov utförda för att underlätta användning av lyfthjälpmedel.
Mest fördelaktigt är givetvis en utformning som ger lättåtkomliga förband på
öppna ytor utan begränsningar i form av trånga utrymmen, väggar, överhäng
mm.

Figur 2. Öppet lättåtkomligt
förband.
Ligger förbandet i trånga utrymmen måste hänsyn tas till måtten på
verktygshylsan och framförallt på verktygshuvudet. Det blir en kompromiss
med hur bred fläns man kan kosta på.

Figur 3. Vanligt flänsförband.
Detta är ett extremt exempel på dålig åtkomlighet pga överhäng.
Här har en
vinkeldragare försetts med ett utstick en sk kråkfot med en inbyggd hylsa. En
kostsam lösning som dessutom i detta fall kräver separat kontroll av
åtdragningsmomentet.

Figur 4. Exempel på usel
åtkomst.
I tätande förband bör man välja en oöm packning alternativt en lösning med
tätningen fästad på någon av komponenterna. Fasta styrstift ser till att
packningen kommer rätt. Ett hjälpmedel är annars lösa pinnar som anbringas
tillfälligt vid påläggningen av packningen och nästa komponent. Tätningen bör ge
möjlighet till enkel
okulär kontroll att den finns på plats.

Figur 5. Tätande förband.
Kräver förbandet planing eller försänkning måste hänsyn tas till utrymme för
skruvskalle resp. hyls-diameter, se SS 2173.
Hylsdiametrar se även SS-ISO
2725.
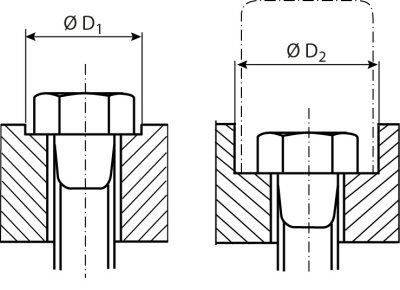
Figur 6. Utrymme för skruvskalle resp.
hylsdiameter. Minimimått för planing resp. försänkning (för
hylsa).
Vid godsgänga använd fasning eller
frigångsförsänkning för att underlätta igängning och minska risken för att
materialet reser sig runt skruven.
Förbanden bör helst utföras som skruv med gängade bottenhål , förband med
skruv och mutter tar längre tid att montera och försvårar med krav på mothåll.
Undvik även förband med pinnskruv som innebär ett extra monteringsmoment.
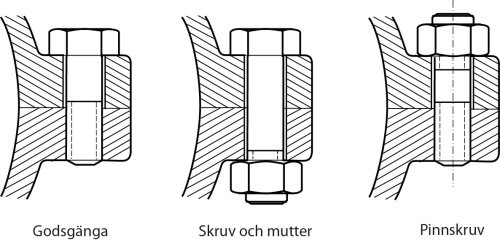
Figur 7. Förband med godsgänga är att
föredra.
4. Val av fästelement
Monteringen i fabrik brukar grupperas in i stationer i vilka ett eller flera
förband ska åtdragas. Fördelaktigt är då ett begränsat antal åtdragningsverktyg
dvs ju fler förband som har samma skruvdimension och nyckelgrepp desto bättre.En
tuff men förnuftig variantbegränsning och standardisering lönar sig.
I ett givet förband bör skruvarna ha samma diameter och helst ha samma längd.
Går inte det senare bör skruvlängderna väljas i steg så att kortare skruvar ej
tar gäng på de längre skruvarnas plats och de längre skruvarna sticker ut vid
full igängning på de kortare skruvarnas plats.
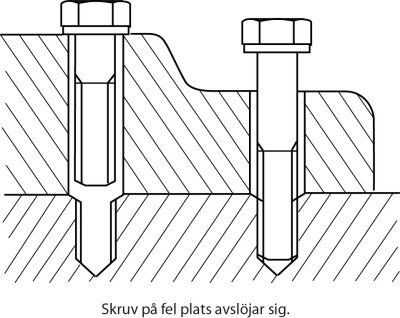
Figur 8. Fel skruv avslöjar sig.
Angående nyckelgrepp är sexkant väl inarbetat sedan länge. Sexkant med fläns
ger lägre yttryck och kan ersätta en planbricka. Sextandshuvud (Torx) blir allt
vanligare och finns både som utvändigt och som invändigt grepp och är överlägset
alla andra grepp med tanke på ergonomin. En fördel är mindre hylsdiameter.
Invändig Torx bör väljas framför insex-grepp. För svåråtkomliga eller besvärliga
flerkomponentförband t ex plåt kan skruv med äntringsspets underlätta
hålorienteringen och monteringen.
Ju färre komponenter i förbandet desto bättre är det. Allt för att minska på
plockningen och risken för glömd montering. Därför bör man undvika planbrickor
och mellanlägg välj hellre flänsskruv eller skruv med oförlorbar bricka. Det
finns även motsvarande muttrar.
För låsning av förbandet bör undvikas anordningar typ fjäder-och tandade
brickor, låstråd, låsbricka och låsvätska eller kontramutter eller kronmutter
med saxpinne. Välj hellre mutter med integrerad låsningsfunktion typ
elastomerinsats och skruv med mikrokapsellim eller integrerad elastomer-insats.
Alternativ för högre temperaturer är mutter/skruv med deformerade gängor. En
ökad styckkostnad för sådan mutter eller skruv kan ofta kompenseras av snabbare
och säkrare montering.

Figur 9. För låsning undvik lösa låselement.
Välj hellre skruv med mikrokapslat lim och hellre mutter med elastisk insats
eller deformerad gänga.
Undvik passkruvar som kräver inbrotchning med spånbildning i monteringen.
Undvik krav på inoljning och infettning vid montering. Använd hellre
fästelement med lämplig ytbehandling redan från leverantör.
5. Åtdragningen
Förbanden bör utformas så att efter- eller kontroll-dragning i produktion och
vid servicetillsyn och reparation inte är nödvändig.
Mycket vanligt är
fortfarande momentdragning men utvecklingen går mot moment/vinkel dragning eller
gradientdragning för bättre utnyttjande av skruven. I första hand bör väljas
elektriska segdragande verktyg som ger säkrare åtdragning och en viss tid för
sättning i förbandet.
Åtdragningsmoment, strategi och toleranser ska redan från början föras in på
ritning för att undvika missförstånd och eventuella senare problem.
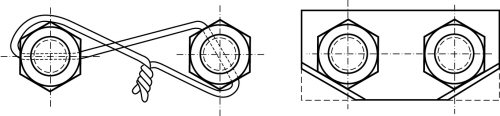
En del förband kan kräva korsvis dragning eventuellt dubbel dragning
men
mest fördelaktigt både ur fabrikmonterings- och ur service-synpunkt är ett
förband utan krav på åtdragningsföljd. I fall av styrstift bör åtdragningen
påbörjas i närmaste skruv.

Figur 10. Exempel på maskin med
korsvis dragning.
Skruvförband med över lång tid fast geometri kan motivera en multipel
dragare. I detta fall åtdragning av fälgmuttrar för bilhjul. Andra exempel kan
vara skruvar för ramlager och cylinderhuvud i motor.

Figur 11. Multipeldragare.
Exempel på åtdragare för chassiförband på en lastbil.
I detta fall ingen
motgående mutter men det höga åtdragningsmomentet kräver ett skrymmande
mothåll.

Figur 12. Åtdragare med mothåll för
chassiförband.
Exempel på åtdragare för chassiförband på en lastbil. I detta fall med
motgående mutter dvs verktyget har hylsor i varsin ände som ska matchas in inför
åtdragningen. Det höga åtdragningsmomentet medför ett skrymmande mothåll ett s k
bågmothåll och därmed ett något svårmanövrerbart verktyg.

Figur 13. Åtdragare med motgående mutter för
chassiförband.
6. Efterkontroll
Förbandet bör utföras så att enkel okulär kontroll kan göras av att samtliga
komponenter och rätt sådana finns monterade, t ex låsmuttrar och packningar.
Förbandet bör vara (lätt)åtkomligt för kontroll av åtdragningen, t ex
moment.
Mjuka packningar kan pga sättning försvåra momentkontrollen.
Uppdaterad 2020-01-02
|






