
Ultraljud i laboratoriet - kort
Lång
version
Det finns flera tekniker att mäta klämkraft i skruvförband. Ultraljud är
oftast att föredra eftersom:
- Noggrannheten är hög – omkring +/- 3%
- Förbandets egenskaper påverkas i mycket ringa grad
- Mätningar kan utföras i realtid, dvs under åtdragningen och fortsatt någon
tid
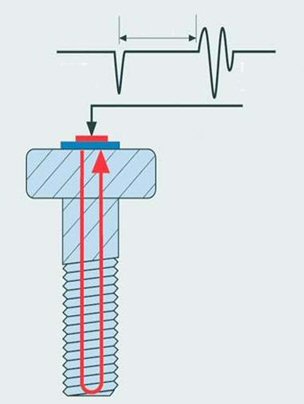
Figur 1. Principen för ultraljudsmätning på skruv
(Intellifast TM).
Tekniken, i sin enklaste form, bygger på att en elektrisk puls skickas ut
till en piezoelektrisk givare som omvandlar den elektriska signalen till en
mekanisk våg som kopplas akustiskt till skruven. Den mekaniska vågen fortplantas
längs skruven, reflekteras i skruvänden och omvandlas åter till en elektrisk
signal när den når skallen. Löptiden, Time of Flight, mäts och registreras. När
skruven dras åt kommer den att förlängas geometriskt och löptiden ökar.
För longitudinella vågor (vilka vanligen används) tillkommer effekten att
ljudhastigheten minskar med ökad axiell spänning i skruven. Denna effekt är
typiskt dubbelt så stor som den geometriska effekten och naturligtvis
materialberoende.
Temperatureffekterna kan också vara påtagliga, särskilt om olika material
ingår i förbandet. För noggranna mätningar erfordras i allmänhet
temperaturmätning och kompensation för temperaturskillnader.
Skruvens ändytor måste slipas till hög finhet och parallellitet (bättre än
0,01 mm). Alternativt kan så kallade ultrasonic skruvar användas. Dessa
tillverkas med särskild utformning av skalle och ändyta så att goda akustiska
egenskaper erhålles.
Uppdaterad 2020-01-02
|
