
Bultsvetsning - lång
Kort
version
1 Inledning
Bultsvetsning är en metod för att svetsa skruvar, bultar, stift, muttrar och
andra fästelement på plåt, rör, balkar och andra former av metalliska material.
Vid svetsningen tänds en ljusbåge mellan fästelementet och grundmaterialet,
vilket ger ett svetsbad som fästelementet trycks ner i. För applikationer med
tunnplåt är det ofta den mest ekonomiska metoden och bästa tekniska lösningen.
Stora fördelar är att det inte behövs någon håltagning, gängning eller gradning
och det räcker med enkelsidig åtkomst. Mycket kort svetstid gör att
värmepåverkan och distortion på materialet minimeras liksom märken på baksidan
av plåten. Metoden har hög produktivitet och passar bra för automatisering.

Figur 1. Exempel på
svetsskruv och svetsmutter.
Fästelement med större yta, som svetsmuttern i figuren, har ofta förhöjningar
(svetsbucklor). Dessa är till för att koncentrera värmen på plåten och få
bucklorna och plåten att plasticera samtidigt. För små bucklor kommer att
kollapsa innan plåten är varm nog och svetsen blir undermålig. Bucklorna ska
generellt överstiga 50 % av plåtens tjocklek.
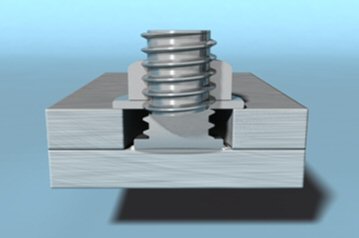
Figur 2. Två plåtar fästa med
svetsskruv och mutter [2].
Bultsvetsning kan sammanfattas med:
• Fastsättning av fästelement som
bultar, stift, muttrar etc.
• Mycket kort svetstid; bråkdelar av en
sekund.
• Hög produktivitet, lämplig för att automatisera.
• Hög
kvalitet och säkerhet.
• Homogen sammanfogning.
• Minimal
värmepåverkad zon.
2 Metoder
Bultsvetsning delas in i 3 olika metoder:
- CD-metoden (Capacitor Discharge = kondensatorurladdning)
- Ljusbågsmetoden
- Short-cycle (SC) metoden
CD-metoden
Strömmen alstras av ett kondensatorpaket som
ger en mycket snabb urladdning. Fästelementet kan ha en tändspets som trycks mot
grundmaterialet med en fjäderbelastad hållare. Tändspetsen förångas och tänder
ljusbågen varpå fästelement och arbetsmaterial smälter. Om fästelementet inte
har en tändspets så positioneras fästelementet på ett definierat avstånd från
plåten. Fästelementet förs mot plåten och ljusbågen bryts.
Plåtens tjocklek bör vara minst 1/10 av fästelementets diameter och plåt ner
till 0,5 mm kan svetsas utan genombränning eller missfärgning. Metoden passar
för fästelement med diameter mellan 3 och 8 mm. Fästelement finns i olika
material som stål, rostfritt, aluminium och mässing. Svetstiden är mycket kort,
0,1 - 0,3 ms. CD-metoden används mycket för skåp, skyltar, paneler o dyl.
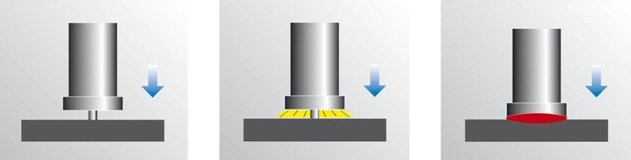
Figur 3. Principen för
CD-metoden [1].
Ljusbågsmetoden
Strömkällan är lik en vanlig svets med
transformator och likriktare men den har också en tidsstyrning. Svetstiden kan
variera mellan 0,1 – 2 s beroende på fästelementets diameter. Plåtens tjocklek
bör vara minst ¼ av fästelementets diameter. Många olika varianter av
fästelement finns i stål, rostfritt stål och värmebeständiga legeringar i
diametrar mellan 3 – 25 mm. Svetsbadet kan skyddas med en keramisk ring eller
med svetsgas. Ljusbågsmetoden används mycket för större konstruktioner som
stålbyggnation, fartyg och tyngre fordon. Den används ofta för tjockare plåt
över 2 mm. Svetsen blir homogen med hög hållfasthet.
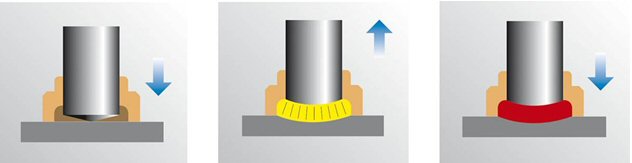
Figur 4. Principen för
ljusbåge metoden med keramisk ring för skydd [1].
Short-cycle (SC) metoden
Metoden liknar ljusbågsmetoden
men högre strömmar och kortare svetstid (5 -100 ms) används. Utrustning för
ljusbågsmetoden kan användas. SC-metoden ger en djupare svets än CD-metoden och
passar bättre för grövre gods. Metoden kan användas när materialet har en
besvärlig yta eller ytbehandling som varmförzinkning eller aluzink. Även orena
plåtar med glödskal, primer etc kan svetsas.
Den passar bra för fästelement upp till 12 mm diameter som ska fästas på
tunnplåt över 0,5 mm tjocklek. Tjockleken på grundmaterialet bör vara minst 1/8
av fästelementets diameter. För fästelement över 8 mm diameter bör en skyddsgas
användas för att undvika porbildning. Fästelement i stål, olegerat stål,
rostfritt stål och aluminium används.
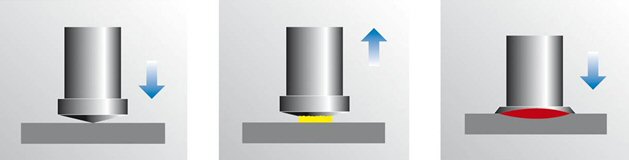
Figur 5. Principen för
short-cycle metoden [1].

Figur 6. Bultsvetspistol Soyer PS-3 för CD-metoden
[2].

Figur 7. Bultsvetspistol Soyer
PH-3A för ljusbågs och SC-metoderna [2].
3 Goda råd
• Jorda direkt i detaljen som ska bultsvetsas.
• Använd ej
strömledande svetsbänk.
• Kontrollera inställningar och gör
provsvetsning.
• Kontrollera hållaren och att fästelementet ej
glappar.
• Ren svetszon.
• Se till att pistolen har bra kontakt
och håll kvar under hela svetsförloppet.
• Utrustningen kan störa och
störas av andra svetsutrustningars magnetfält.
4 Referenser
1 Svetskommissionen, www.svets.se
2 HBS
Boltzenschweiss-Systeme, www.hbs-info.com
3 Bultsvetsteknik
AB, www.bultsvetsteknik.se
4 Intercut Sverige AB, www.intercut.se
Uppdaterad 2020-01-02
|
